ようやく3Dプリンターを導入しました。以前からDMM.makeでデータ入稿してプリントしたものを宅急便で送ってくれるサービスは活用していましたが、設置場所とか機種選定とかで悩み自宅には置けていませんでした。
最近でいうとレジンを使う光造形方式のものが精度感が高いぽいので気持ちが傾いていたんですが、居室で使うとかなり匂いが気になるということで躊躇していました。同居人の商売の在庫置きに使っている部屋に置いてもいいよとは言われてまましたが、それはそれで何度も行き来するのが大変そうだしなーとか。
そんな中、昨年11月のブラックフライデーセールでSK本舗さんでMingdaのMagician Xという機種が3万円台になっているのを発見。
既に非常に安価なFFF方式3Dプリンターをお持ちの方で、その機種に操作性や印刷結果に満足できなかった方、是非『Magician X』をお試しください。また、3Dプリンター初心者の方にも、『Magician X』は最適な製品です。開梱後のセットアップが非常に楽で、自動レベリングにも対応しているので非常に簡単に扱えることができます。 ワンクリックレベリング …
定価8.8万円、通常4.7万円で売られている製品が4万切り。うーん、レビューも悪くないしこの値段なら最悪失敗してもいいかな?と特攻。入荷待ちで届いたのが2022年末ギリギリでしたが、年明けてようやく触ることができるようになりました。
Magician Xは所謂FFF方式、つまりフィラメントを溶かしてプロッタープリンタのように配置していく方式のもの。多くの人が「3Dプリンターってこういうヤツでしょ?」って思ってる方の方式です。このタイプは中華ブランドが乱立していて素人にはもはやどれを選んでいいかわからない状態です。またコストや輸送費削減のためか部品がバラバラのまま納品されて、自分で何時間もかけて組み立てる必要があったりすると聞きます。精度が勝負みたいな3DプリンターでDIY組立してチューニングして、とか初心者には不安要素でしかないですよね…
その辺り、本製品はだいぶ考慮されていて、ベースモジュールにガントリー部を突き立ててネジ数本、ケーブル数カ所を止めるだけ、というシンプルさ。かつオートレベリングという自動キャリブレーション機能も搭載してあるので、初心者泣かせな部分がだいぶ緩和されている印象。
■とりあえずテストプリント
製品には試供品のフィラメントや、テストデータの入ったSDカードが同梱されているため、とりあえず動作確認まではすぐにできるようになっています。初心者にはとりあえず達成感が得られやすい上、初期不良確認も確実にできて良い配慮だと思います。

操作はタッチパネル。さすがにネットワーク機能はなくて、SDカードやUSBフラッシュメモリにデータを入れて使います。USB-C端子もあってもしかするとUSBケーブルで制御できるのかも知れませんが、PCから離れた場所に設置したので未検証です。
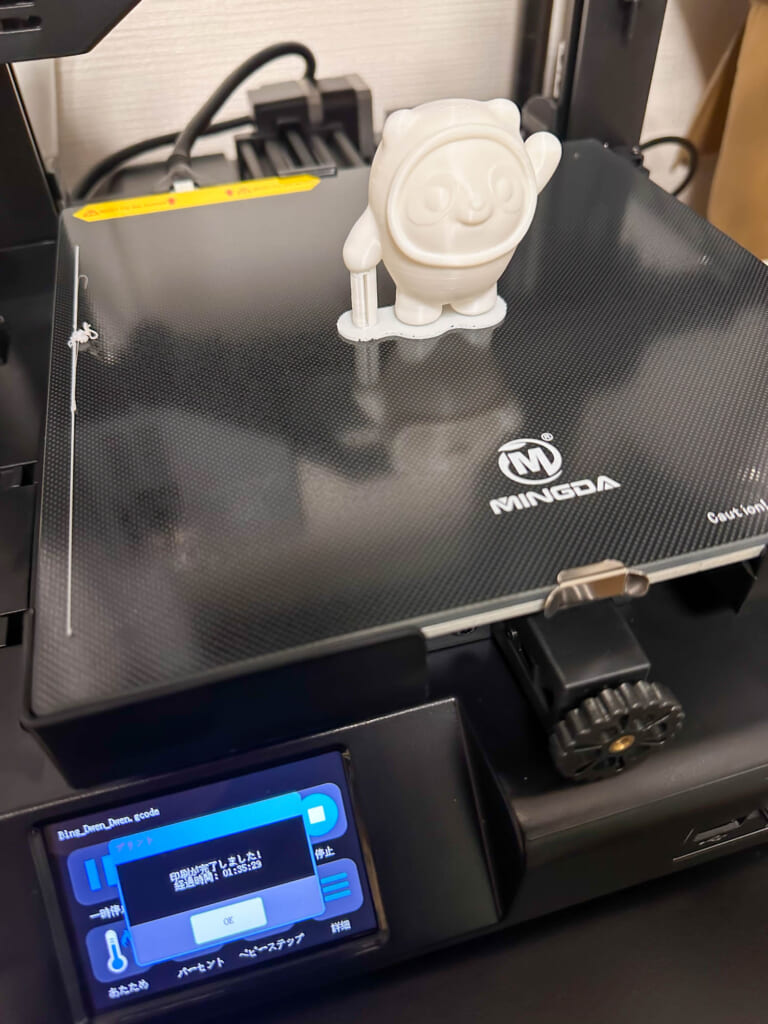
とりあえず付属データ、付属フィラメントで一発で出力完了しました。謎のキャラクターだと思ってましたが、どうやら北京五輪のマスコットキャラクターのようです。所要時間は1時間35分となっています。音は無音ではないですが充分静か。隣の部屋が寝室ですが動いていても全く聞こえません。なんなら同室でも全然寝られると思います。強モードの空気清浄機や布団乾燥機の方がよっぽど気になります。ヘッドがスライドするウィーンという音はしますが耳障りな音質ではないです。

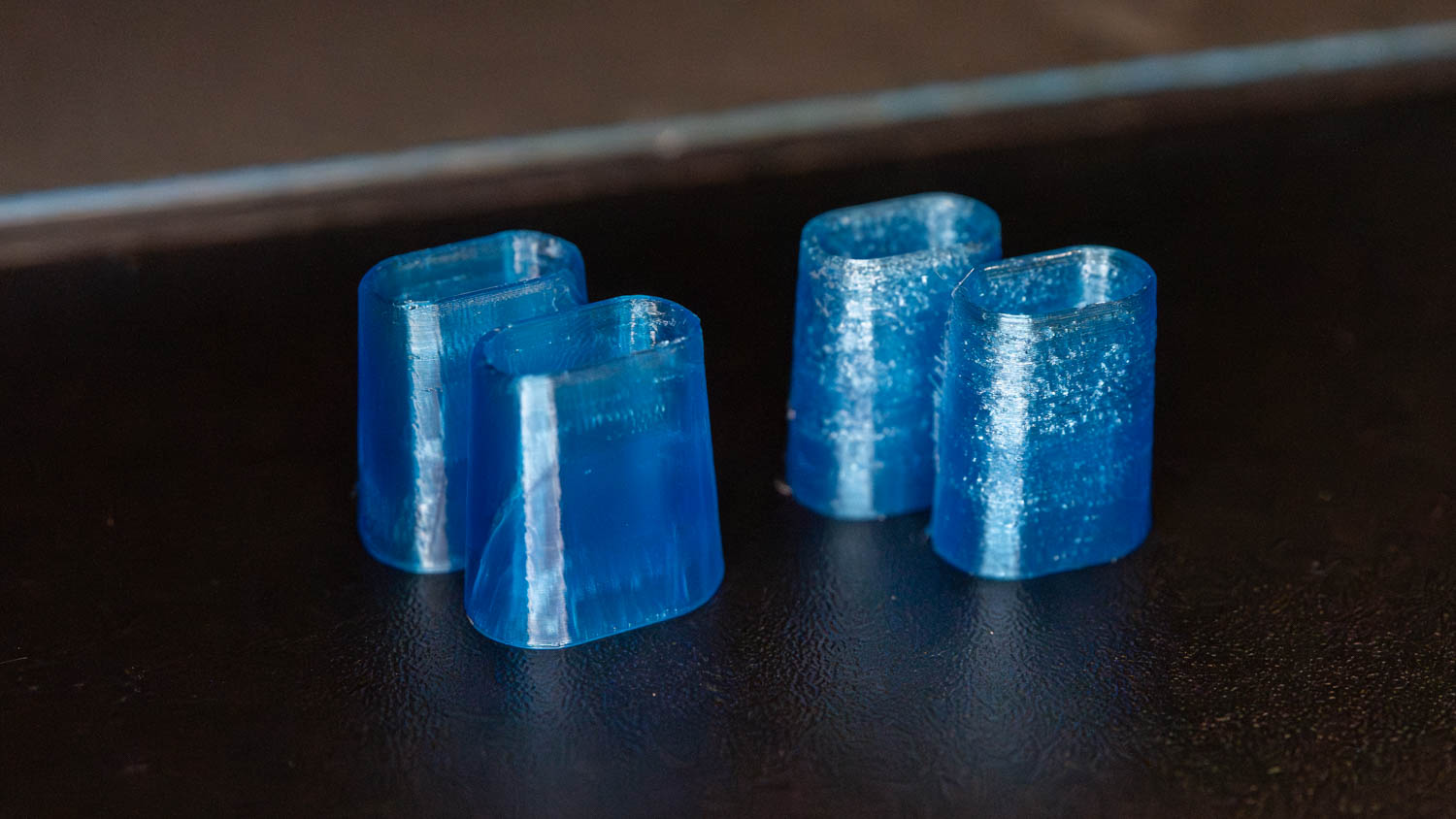
出力されたもののアップがこちら。FFF方式につきものの積層痕はありますが、自分の主目的であるDIYパーツ類であれば充分かなと思います。頭頂の方の角度が急というか水平に近い斜め部分はさすがに目立ちますね。フィギュアやアクセサリのような見映え重視のものならやはり光造形方式の方が良いのかも知れません。
■ソフト環境
3Dプリンターのデータ作成には別途ソフトが必要です。用途にもよりますが部品設計など厳格な寸法ベースのものを作るなら3D CADソフトを使います。メジャーなのはFusion 360でしょう。個人利用なら無料で使えます。ただ商用となると一気にお高くなるのが悩ましい。例えば年数万円とかかかります。うーん、ちょっとしたパーツをDMMやフリマサイトで売るとかも商用なんですかね。まとまった収入につながらないとちょっと使いづらいかも知れません。そのデータ作る時だけ月額プランを申し込むとかですかね。
完全に無料でやるならBlenderもいいかも知れません。どちらもかじった程度ですが、フィギュアのような自由形状のものはBlenderの方が詰めやすい印象。なにか既存の製品を計測してそれにピッタリフィットする治具を作るならFusion 360かなという感じ。ここら辺、また使い比べて使い分けを考えていきたいと思います。
また3D出力段階でスライサーというジャンルのソフトも必要になります。Fusion 360やBlenderで作ったファイルを.stl形式などで書き出し、このスライサーに読み込んで3Dプリンターの制御情報に変換してSDカードやUSBフラッシュメモリに書き込むという手順になります。スライサーは文字通り3Dデータを層毎の描画情報にスライスするだけでなく、ラフトやブリム、スカートといったプラットフォームに食いつきを良くするための土台部分を自動生成したり、形状的に倒れたり折れたりしそうな箇所にサポートという支持部分を追加したりといった役割があります。色々な製品があるようですがMagician X、というかSK本舗さん添付の資料で推されていたUltiMaker Curaというものを使ってみています(無料)。同社の3Dプリンター向けのスライサーソフトのようですが、プリンターやフィラメントの定義プロファイルを追加することで他社製品でも使えてしまうようです。Magician Xもプリセットとして登録済みでした。フィラメント毎にスピードや送り出し量、温度設定などを細かく指定できるので便利そうです。
■定着ミスで四苦八苦
手習い的にいくつかの出力をしてたんですが、少し大きめの(10x10x20cmくらい)のモデルを出力していたところ、なぜか途中でフリーズして進まなくなってしまいました。仕方なく電源を落としたんですが、問題は出力途中だった失敗品の取り外し。ベタ面の底部分がガッチリくっついて剥がれず。ヘラをつっこんだりしてかなり強引にベリっとはがしました。後で調べるとMagician Xのようなガラスのプラットフォームでは充分に冷ませばかなり簡単に剥がせるらしく、失敗したなと反省。そのせいかのかどうか定かではないですが、その後の出力がことごとく失敗するようになりました。具体的には素材がプラットフォームに貼り付かずにクシャクシャになってしまう現象です。本機のプラットフォーム(出力物が載る台の部分)は「カーボランダム・ガラスプラットフォーム」となっており、たぶんカーボン的なブツブツが表面についていて滑り止めのような効果をもっているのですが、もしかしてそれごとベリっと剥がしてしまったのかと…?気持ち指触りがそこだけ滑らかになってるような?また写真にもある通り、印刷の最初に左端に1本線を描くのですが、ここはわりとしっかり定着します。
こういう時はスティック糊をプラットフォームに塗ると良いらしいのですが、後片付けも面倒になったり底が完全フラットにならなくなったりと弊害もあるので、まずは他の方法で改善できないかとフィラメント(エクストルーダー)の温度や出力速度をCuraで調整してみても変わらず。マスキングテープも貼ってみましたがダメ(これはちょっと質感がツルツルだったせいかも)。
もうガラスプラットフォームを交換するしかないかー(泣)と思いながらSK本舗さんの関連アイテムを見て回るとガラスプラットフォームの交換品は単体では売って無さそう。かわりにPEIシートという便利グッズ的なオプション品があったので買ってみました。これは適度な凸凹がついたプラットフォーム用の樹脂シートで、出力後にプラットフォームから外して、グイっと曲げることでプリント物が剥がしやすくなるというものです。Magician X専用のものはガラスのかわりにマグネットシートを両面テープで貼り付ける仕組みでした。出力時はそのマグネットシートにPEIシートをペタっと固定します。指がかかる切り欠きがついているので、そこから簡単にペリっと剥がすことができます。裏表使えて1,800円ほど。利便性も考えると消耗パーツとしてアリかなと思います。
だがしかし、これを使っても未定着問題は改善せず。結果として効いた(と思う)のはプラットフォームの温度でした。CURAでは、エクストルーダー温度(1層目とそれ以降)、プラットフォーム(1層目とそれ以降)を指定できます。スライサーは1層目をしっかり定着させるために独立で温度や速度、送り出し量を設定できるのですが、プラットフォーム側の1層目温度を5℃〜10℃あげてやるとすんなり定着してくれました(PLA素材のデフォルトが60℃だったのを70℃にする等)。テスト出力も含めた数回はこれをせずとも普通に出力できてたんですがなんだったんでしょうね。室温?
カーボンドットが剥がれているかも知れないガラスでもプラットフォーム温度を上げれば大丈夫だった可能性がありますが、すでにPEIシートのベースマグネットシートを両面テープで固定しまったので、もはやガラスに戻すことが出来ず検証不可能です。まぁPEIシート便利だから良し、と思っておくことにします。
ちなみに、ブリムとかラフトといった土台追加ですが、今回はそもそも1層目がまともに定着してくれてなかったのであってもなくても同じという感じでした。ただそれはそれとして、層を積み上げていった後でボロッととれてしまわないようにするのには有効というか必須かなという感じ。ブリムは造形物自体は1層目からスタートしつつ、周りに補助材を付加。ラフトはベースの土台を何層か敷いた上に造形物を作り始めるという違いと理解しています。当然ラフトの方が時間もフィラメントもそれだけ消費しますが、完成品を剥がした時の面の綺麗さは一歩秀でるなという印象。これも形状というか1層目の面積次第なところだと思うので、引き続き試行錯誤や情報収集をして使い分けを極めていきたいと思います。
■フィラメントの湿気対策
3Dプリンターの素材であるフィラメントは湿気に弱いらしく、真空パックで送られて来ますし、開封後はきちんと防湿しないと綺麗に造形できなくなるようで、保管体制が悩ましいです。巷ではDAISOの樹脂製の米びつケースを流用して、中に入れたまま3Dプリンターに送出できるようにするDIYなども流行っているようです。とりあえず自分も改造まではしないですが、同じケースを買って来て、中にシリカゲルと湿度計を入れて管理してみようと思います。
電気的に加熱して除湿する保管庫も売られていますが、価格、設置場所的にとてもフィラメントの数だけ揃える気にはなりません。
今後、どれくらいの素材、色のバリエーションを揃えて、どれくらいのペースで消費するかを見据えつつ検討したいと思います。カメラレンズ用の防湿庫をサイズアップしてまとめて放り込んでおくのも意外といいかなとか。
■まとめ
憧れの3Dプリンターを導入し、日常のちょっとしたDIYパーツが高品質に作成できるようになりました。
家庭内あるいは業務機材周りのちょっとした不便や不整合を埋めるパーツを色々作っていけたらなと思います。
あとはベースとなるアイテムをスキャンできる3Dスキャナーがもうちょっと手頃(数万円台)に落ちてくると、色々捗りそうな予感。
精度は低いながらもLiDAR対応iPhone/iPad Proでもそれらしいことはできるっぽいので、それも追々試してみたいなと思います。