ウチのアイテムがどこかのSNSで紹介されたらしくらある日唐突に注文量が増えました。感覚的には1ヶ月分の販売数が1日2日で来た感じ。しかも作り置きが効かず、仕様ごとに、作り分けが必要で、一つ2,3時間はかかる、失敗率もなかなかに高いアイテム、、バックオーダーが二桁に届き、1日に発送した数より新規受注が多い状態。まさに嬉しいけど悲鳴、、という感じ。
前々から3Dプリンターを増やしたいと思いつつ、お金と場所と電源が足りなくて実現してなかった中、どうにかせねばと思索。
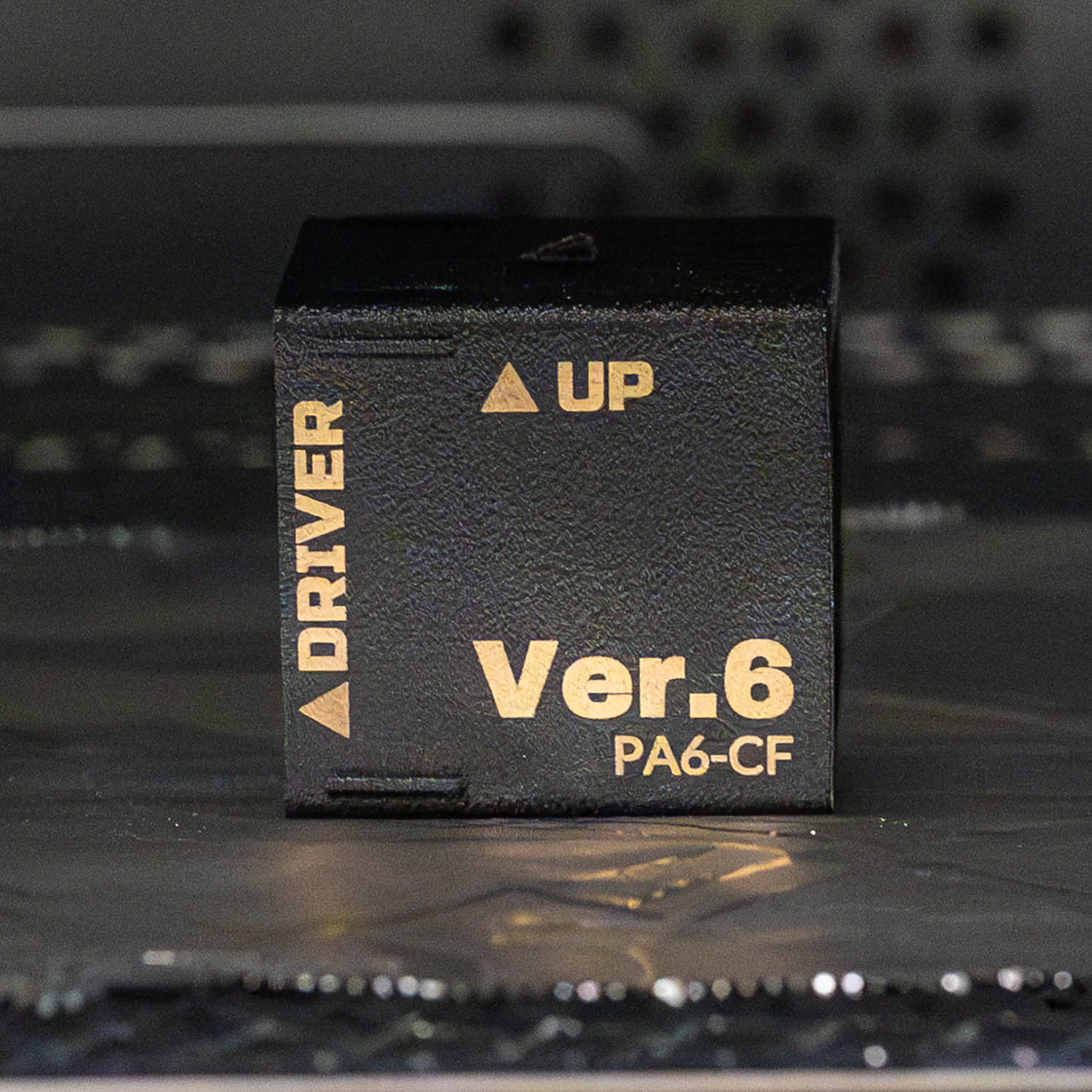
理想的にはPA6-CFをもっと早く、安定的に造形できるようデュアルノズル機のX2Dを時期が来たらX1Cのリプレイス、というのが狙いでしたが、そうも言ってられず(ちなみにH2系はサイズ的もっと無理)。今回はサブ機としてA1 miniを追加購入することにしました。おりしもBambu公式もAmazonもセール中で2万円台で買えるタイミングでしたし。

◼️A1 miniの特徴おさらい
A1 miniはBambu Labのエントリー機として爆売れしているモデルで、多くの非3Dプリンター系の配信者もレビューしまくっているモデル。販売アイテム制作用としてどうなの?というところはあります。
セールで2.6万円とかで買える一方、いくつか制約もあります。
- 非エンクロージャー機なので加温が必要な材料に向かない
- ビルドプレートサイズが小さく、180x180cmまでしか造形できない
というのが主な弱点ですが、ウチの状況で言えばサブ機としてなら事足りると判断しました。
ウチが作るアイテムは小物サイズがほとんど。そのうちのPLA/PETGのものを担当させ、それ以外のエンクロージャー加熱が必須なASAやPA6-CFなどは引き続きX1c、と分担させればかなりの効率化が見込めるのではと。そして、設置面積が少なく導入コストも安いならメリットの方が大きいかなと。
いずれ販売数が落ち着いたりX2Dを買うお金と場所が確保できたら、X1c+X2D体制にして、A1 miniは3Dプリンターに興味持ち出してる姪にあげてもいい(X1cの前に使ってたMagician Xを上げたけど、流石に世代が違いすぎて苦労してると思うので…)
◼️同時購入アイテム
A1 miniで十分と言っても、さすがに吊るしの状態では販売物の作成には厳しい。ということで本体注文と同時にいくつアクセサリを注文しました。
ノズル
A1 miniに付属するのは1番汎用性の高い0.4mmノズルですが通常のステンレススチール製タイプ。-CF系材料を使うとゴリゴリ摩耗してしまいます。使うなら別で硬化ノズルをが必要です。CF素材をA1 miniで使わない運用にして初期コストを下げよう、最悪付属ノズルは使い捨てるつもりでもいいや、と思ったのですが、後述の理由で結局買うことに。
どちらかというと最初から欲しかったのは0.2mmノズル。とても精細な造形ができる一方、めちゃくちゃ時間がかかります。こういうのをこそサブ機でせこせこ造形させておきたい。今回本体をAmazonで買ったので、ついでに適当な社外ノズルで硬化タイプがあれば選ぼうと思ったんですが、Geminiさんの調べではA1 mini用は公式も安くて評判も良いということで、最初くらいは純正にすることに。
そして本体を待つ間に欲が出て、さらに純正ハイフローノズル(大流量ホットエンド)も買ってしまいました。これはH2シリーズ用で、A1シリーズでは使用しても恩恵はないと公式では言っているのですが、実際に使用した人達の間ではより高い流量でも乱れずに造形できる、つまり高速プリントが可能になるという報告が出ています。8,450円とお高いですが、3割くらい速く造形できるならアリかなと。残念ながら0.2mmはないので0.4mmのみ購入。
ビルドプレート
付属するのはテクスチャードPEIプレート。食いつきはいいけど底面がかなりザラザラするタイプで、いかにも3Dプリンターで作りましたって質感になるので正直好みではありません。
普段使い分けてるのはスムーズPEIというサラサラ面になるものと、SuperTackのような常温プレートです。最低限のこれらは揃えないとX1cと一貫した仕上がりにできません。
しかし困ったことにどちらも品切れ、、
そこで見つけたのはBambu公式のメガセットアクセサリーセットというアクセサリーバンドルセット。
- スムースPEIプレート
- 0.2mmスチールノズル
- 0.4mm焼き入れ硬化ノズル
- 0.6mm焼き入れ硬化ノズル
- シリコンソック
がセットで1万円。シリコンソックは地味に消耗するのでどのみち買うつもりだったので、いるか微妙だと思っていた0.6mmノズルが増えてるだけ。セール買いなのでお得感はないけど、現状スムースPEIプレートを入手できる唯一の手段ったので選択。プリンター本体が2.7万だと思うと割高ですが、やはり品質にこだわるなら必要かなと。
ただ前述のように0.4mmはHFノズルを別で買ってしまったので、実質使うのは0.2mmだけかも。0.6mmも場合によっては使うかもくらい。
またSuperTackプレートにかわる常温プレートも物色。悩んだけど、BIQUのCyroGrip Pro FrostBiteのオレンジを買ってみました。
CyroGrip ProにはFrostBite(フロストバイト)とClaicier(グレイシャー)に二種類があります。FrostBiteはPLAとPETG専用の代わりにより低温でも定着。Claicierはもう少し温度上げないとだけど、ABSやASAなどにも使えるという感じ。以前、X1c用にはGlaicierを使ってたんですが、正直評判ほど良い気はしてませんで、結局純正SuperTackとSuperTack Proを使ったワークフローが確立してました。でも、今回は最初からPLA/PETGオンリーの想定だし、SuperTackの代わりになりそうなものはこれしかなかったのでFrostBiteを注文。オレンジはどうもカラバリというだけでなく微妙に表面テクスチャーも違うっぽいので期待です。またレビューします。
耐震ジェルマット
A1 miniはベッドスリンガーといって、ビルドプレートを載せるプラットフォームが前後に大きく動く構造の3Dプリンターです。慣性力が働いて卓上で位置がジョジョにズレるというのを聞いているので、とりあえずの固定と制振のために買ってみました。
電源3p→2pアダプター
3月に代理店のサンステラさんからBambuLab製プリンターの同梱ケーブルが日本向けの2Pタイプに順次置き換わるというアナウンスが出ており、それからだいぶ経つしさすがに2Pになったものが届くだろうと高をくくっていたんですが、見事に3Pでした。アナウンスでは「同梱しておりました3ピンコネクターケーブルが」と書いてますが、A1 miniの電源ケーブルは本体直付けっぽいので、付属品ではないからそうそう簡単に置き換わらないゾ★ってことでしょうか?
仕方ないのでビックカメラに走ってこれを買いました。

■セットアップ、ファーストインプレ
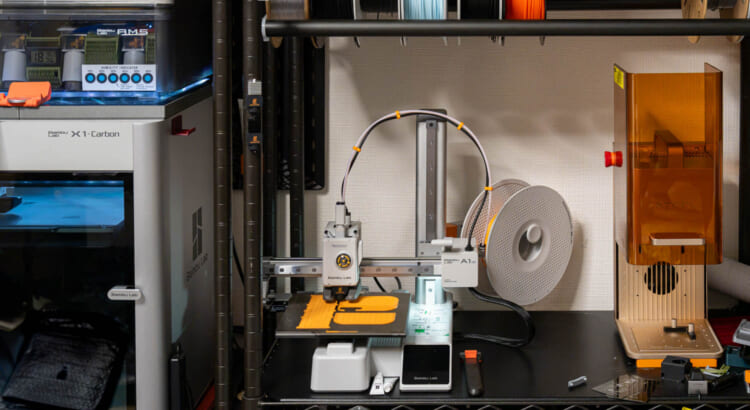
どうにかX1cとXTOOL F2(レーザー加工機)の間にスペースを確保できました。
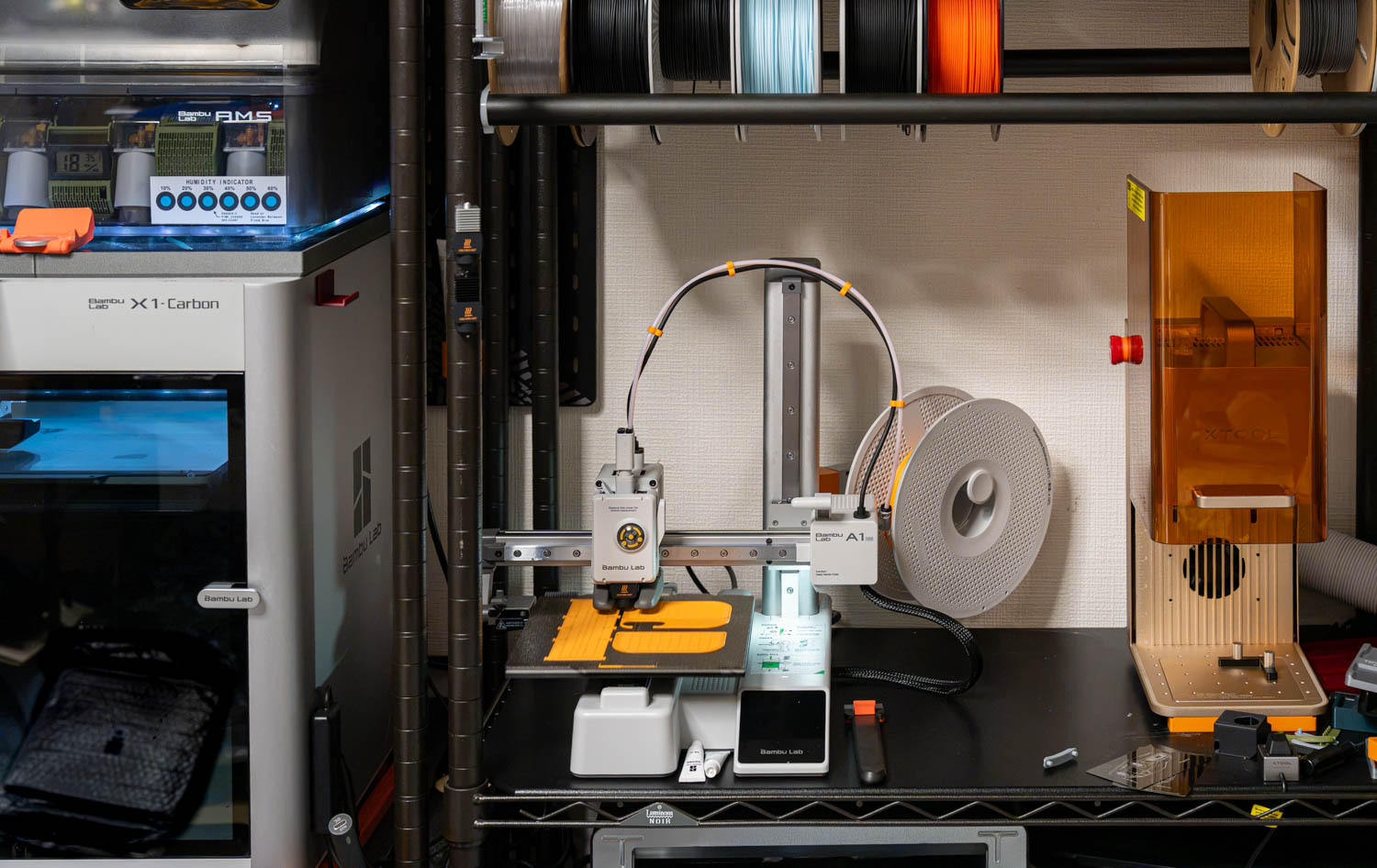
標準のフィラメントハンガーは本体後方に真っ直ぐに向くので、壁までのクリアランスが必要で前方の飛び出しそうだったんですが、MakerWorkdで斜めにするアダプターを発見しファーストプリント。
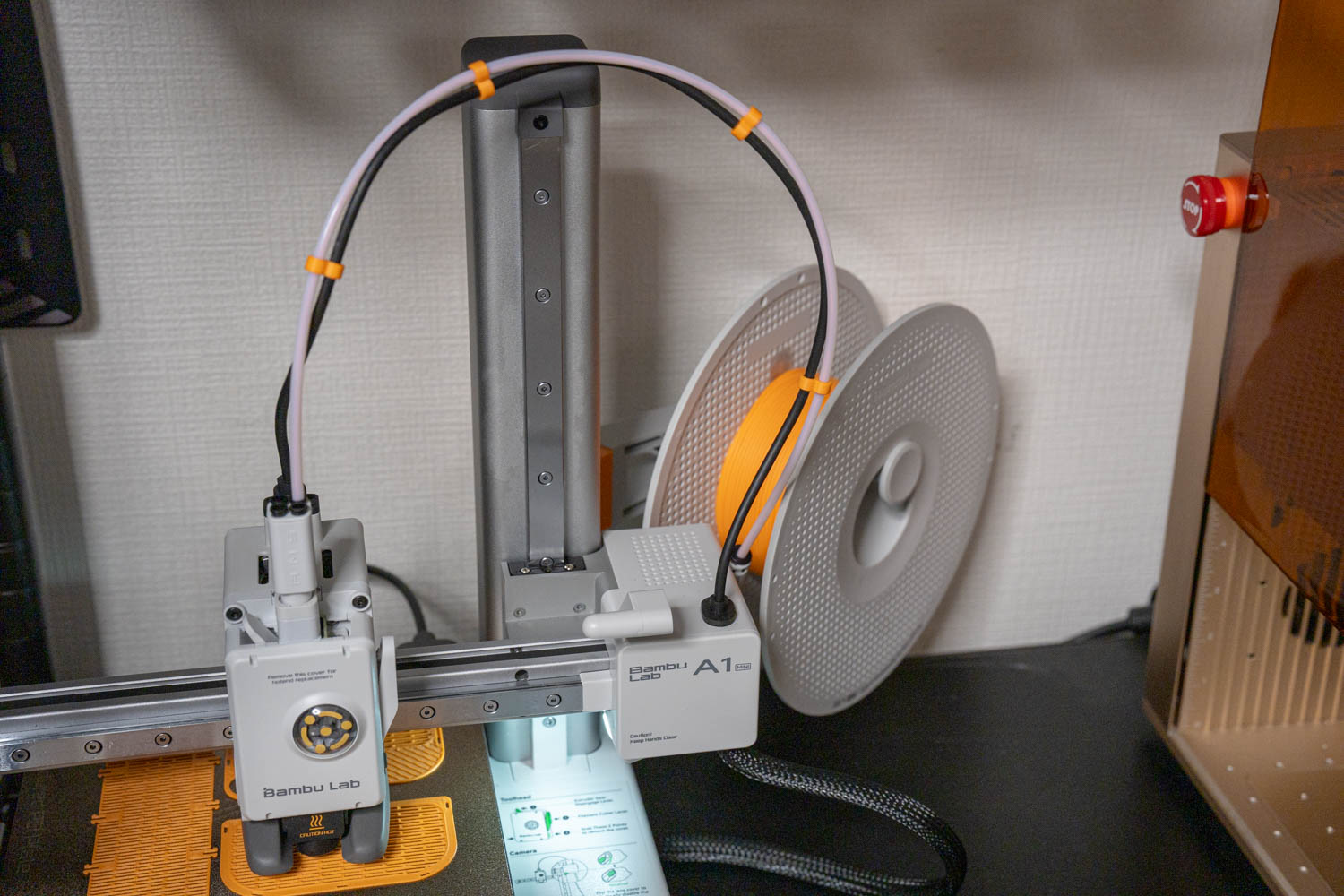
これによって本体を奥に寄せることができ、奥行き41cmのルミナスノワール(ケーブルが落ちるくらい壁との隙間あり)でも前が飛び出さずに設置できました。隣のX1cは明らかに奥行きが足りず、板を載せて手前に飛び出しているので、さすが小型機といったところ。
興味深いのは初体験のクイックスワップ仕様のノズル(ホットエンド)です。X1cと違って冷却ファンや温度センサー、セラミックヒーターは一体化しておらず、ホットエンド単体で素早く交換できます。小さなコネクターを3つも抜き差しし、ネジも2つ付け外ししなければならかったのと比べると滅茶苦茶楽。このためにX1cをX2Dにしたくなるというものです。
知らなかったんですが、マグネットで固定するようになっているので、使ってないノズルを仕舞っておくケースを探すか作るかするつもりだったんですが、とりあえずルミナスの金属柱にペタっとつけておけばいいということがわかりました。
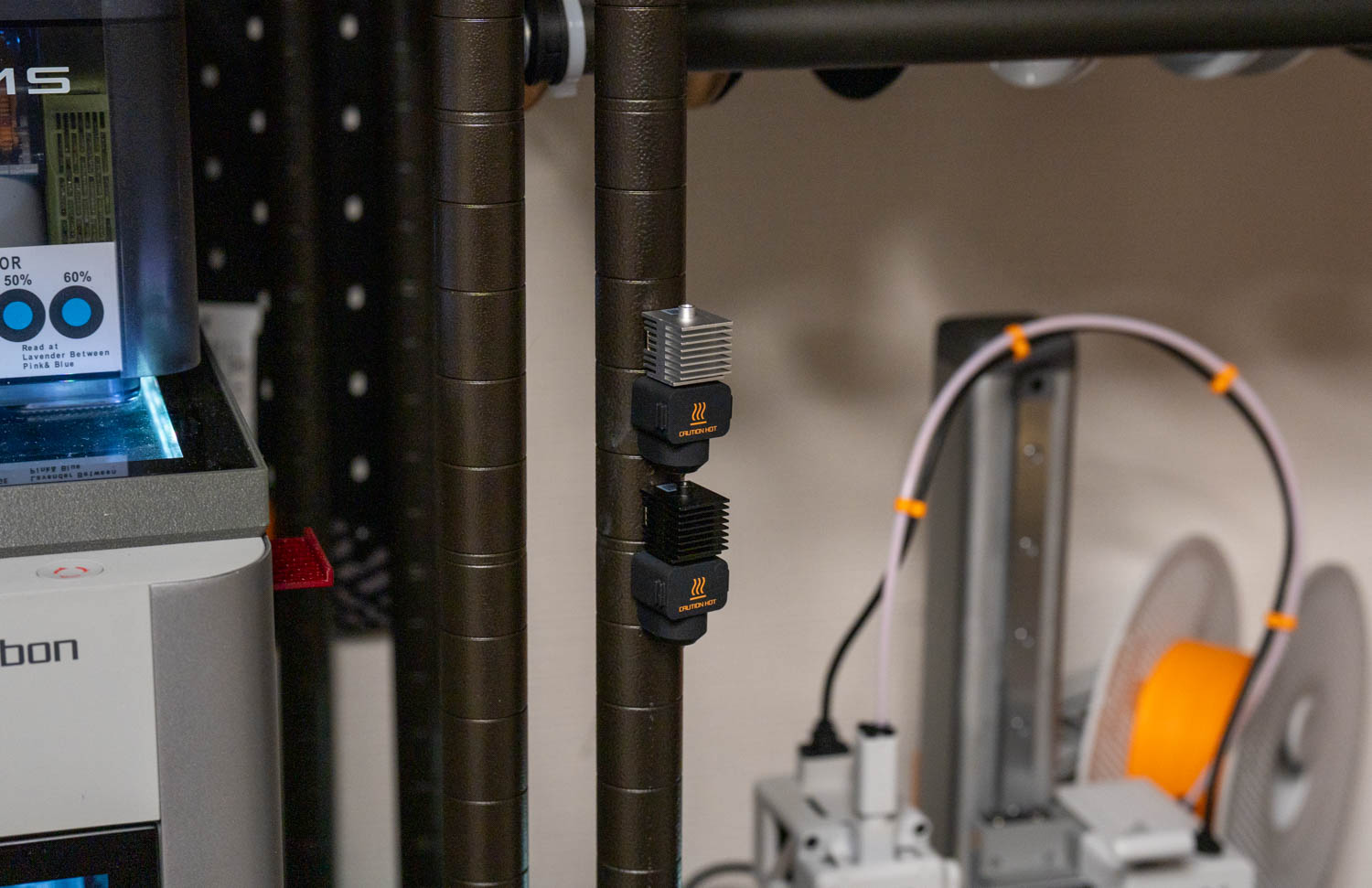
不便が出てきたらまた考えることにします。
動作音は普通の速度で使う分にはかなり静か。就寝時に動いていてもX1cと比べて無視できるレベル。造形完了時にメロディが鳴るのだけオフにしました。
消費電力的にもX1cと同時稼働させても合計で300W前後なので同じコンセントから取っても平気そう。
まだPLAでA1 mini用のアクセサリを作っただけですが、品質的にも問題なさそう。追々販売アイテムも作ってチェックしていきます。
■まとめ
急な注文増に対応するため、複数台体制にするべく、最小限のスペースで高品質な造形ができるA1 miniを導入しました。PLAやPETGのアイテムをこちらに分散できればトータル生産能力を上げられると期待しています。
いずれX1cをX2Dにリプレイスするかとはぼんやりと思ってましたが、まさかの展開です。注文増が一時の瞬間風速で終わりませんように(-人-)。