
コンシューマー向け3Dプリンターでもっとも使われる素材はPLAでしょう。安価で難しい調整なしに綺麗に造形でき、カラバリも豊富で使いやすい材料ですが、比較的低温でも造形できるということは溶ける温度が低いということで、造形後も高温になると変形してしまうということになります。形状や荷重状況にもよりますが多くのPLAでは概ね50~60°くらいで変形してしまいます。
今回はそんなPLAなのに150℃まで耐熱性があるとされるPolimaker HT-PLA(耐熱PLA)を入手したので、オーブンで実際に熱を加えて変形しないのかテストしました。

検証に使ったモデルは当ブログ/ショップの人気アイテムのこちら。
こちらで注文できます
TOYOTA車手動光軸調整ダイヤル用空きスロット→タイプDスイッチアダプター

参考価格: ¥1,800(別途消費税、送料がかかります)
在庫: あり
自動車内で使うパーツなので、炎天下の車内でも変形しないよう配慮して割高なBambuLab純正のASA-CFという材料を使用して販売しています。炭素繊維が混ぜ込んであり軽量で精度の高い造形が可能で、耐熱性能は110℃までとされています。難点として、
- 単価が高い
- 造形に必要な温度が高めなので加熱時間や電気代も嵩む
- 使用前に8時間の乾燥が推奨されている
- 表面がややカサカサした質感(実際には付かないが指に粉がつきそうな手触り)
という感じで色々とコストがかかります。反りや外観の綺麗さを求めて試行錯誤も大変でした。一応セッテイングを詰めたので今は機械的に追加生産できますが、今後またASA-CFでなにかを作る時はまた試行錯誤することを思うと少し大変。またなにより問題なのは、Bambu純正ストアで品切れが続いているという点。今ある分を使い切ったら一時的に製造ができなくなる可能性があります。BambuストアはPETG-HFも売り切れがちだし、もう少し在庫を潤沢にもつようにしてほしいものです。
■主要材料を加熱テストしてみた
現在同アイテムで使っているASA-CF(110℃)、その代替材料となるかも知れないHT-PLA(150℃)、PLAよりも少しだけ耐熱性がある(69℃)PETG-HF、そして一般的なPLA代表のPLA PROの(57℃)の4つのフィラメントで同じアイテムを作り、コンベクションオーブンで耐熱検証をしてみました。
最初に造形の出来映えを見比べる
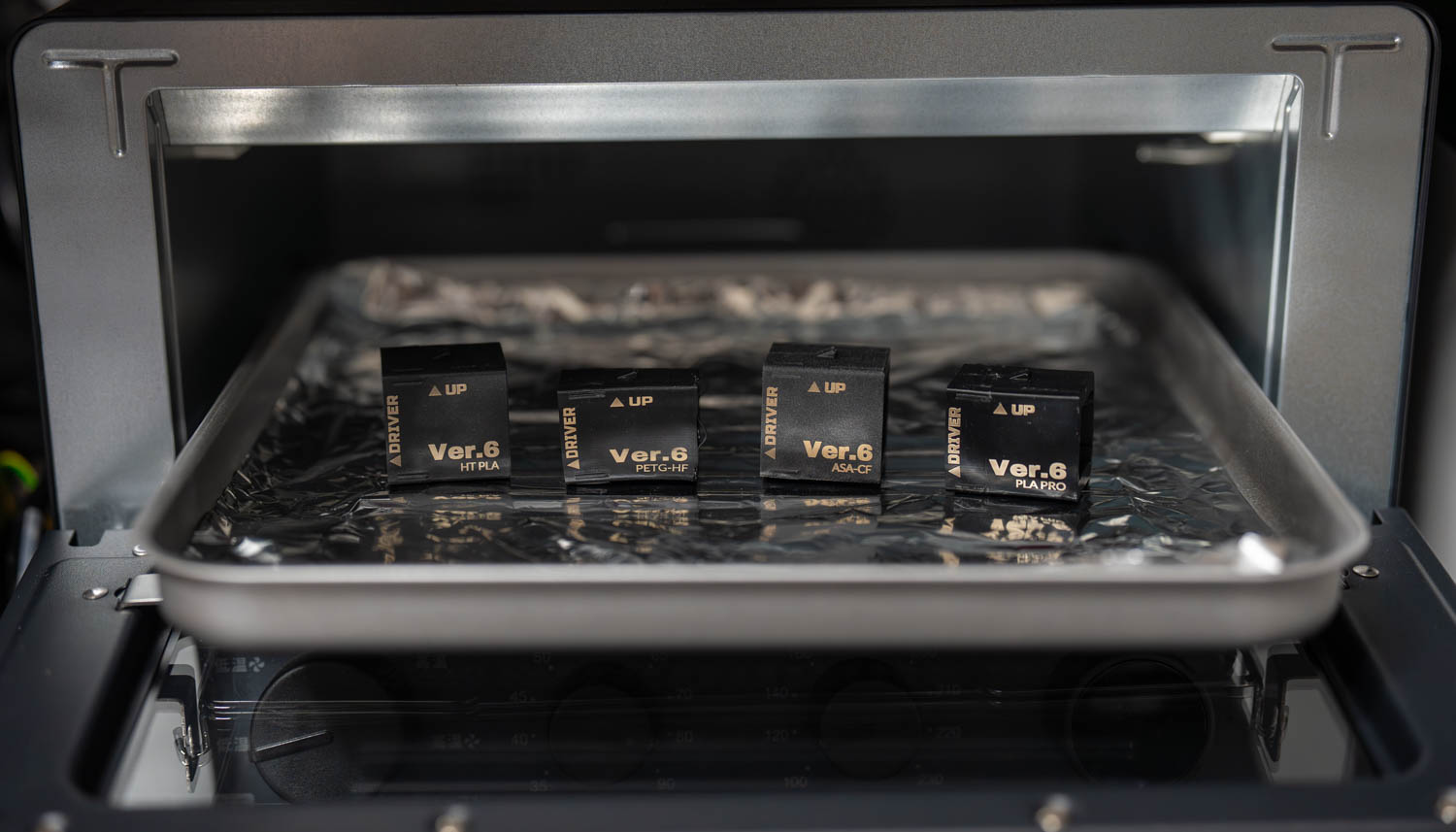
それぞれ右下にレーザーマーキングもしていますが、左からHT PLA、PETG-HF、ASA-CF、PLA PROとなります。表面の滑らかさではASA-CFは劣りまる。結果表面の凹凸ができるのでレーザーマーキングも若干見づらくなります。他の3つはさすがの綺麗さです。HT-PLAは耐熱性が高いせいか他と同じレーザー出力設定だとやや発色が薄く、通常2パスのところ5パスに増やしてやる必要がありますが、結果としては充分綺麗なマーキングが可能です。

トータルでいうと見た目の綺麗さはPETG-HFかなと思います。まぁ見えないところに組み付けるパーツなのでそこはさして重要ではないのですが。
コンベクションオーブンで加熱試験
加熱は3Dプリンターユーザーはみんな大好き、テスコムのTSF61Aを使います。


万一ドロドロに溶けてもいいようにアルミフォイルを敷いて4つに並べます。
設定温度は80℃。このアイテムは車内といってもパネルの裏側に取り付けるので直射日光が当たるような場所で使われることはないのですが、一応マージンをとって高めにしています。風もあたるような場所ではないので送風はオフで7時間加熱しました。炎天下の真夏日に丸一日放置というイメージです。実際には内部のスイッチ部品をぴっちりはめ込むので、収縮に抵抗するかも知れませんが、今回はあくまでも単体で置いての検証です。
結果としてはスペック通りの順当な形になったかと思います。
左から2番目のPETG-HFと右端のPLA PROは明らかに背が低くなっています。ちなみに造形時は「▲DRIVER」と書いてある方を上にしていますので、X-Y方向に大きく縮んだ形です。
サイズ変化を定量的にまとめてみます。幅、奥行き、高さは写真の向き基準、()のXYZは3D造形時の基準です。1mm以上変化が出たところを赤字にしています。(加熱前のASA-CF基準なので造形時点で多少誤差はある可能性はあります)。
| フィラメント名 | 耐熱スペック | 幅(Z方向) | 奥行き(Y方向) | 高さ(X方向) |
|---|---|---|---|---|
| 加熱前(ASA-CF) | – | 29.8mm | 25.2mm | 29.9mm |
| HT-PLA | 150℃ | 30.5mm | 25.2mm | 29.0mm |
| PETG-HF | 69℃ | 34.3mm | 24.8mm | 24.9mm |
| ASA-CF | 110℃ | 29.9mm | 25.6mm | 29.2mm |
| PLA PRO | 57℃ | 32.5mm | 24.8mm | 27.0mm |
PETG-HFとPLA PROは論外ですね。実際にスイッチ部品2点が挿入できたのはASA-CFとHT-PLA。ただHT-PLAはわずかにスイッチの動きが渋くなりました。数字でもASA-CFの方が変化が少ないですが、これは基準も同じASA-CFだということを差し引いて考えもいいのかも知れません。
このアイテムでいえば、おそらく設置箇所が80℃になることはないので、ギリギリHT-PLAでもいけるのかも知れませんが、やはり入手困難になるまでは引き続きASA-CFが最適かなと思いました。スイッチ穴のサイズをコンマ何ミリ単位で微調整を繰り返してきたモデルなので、ほんのわずかな歪みでもスイッチが戻らなくなってり抜けなくなったりする可能性がありますし。
■まとめ
PLA系なのに150℃まで耐えるというHT-PLAの実力が検証できました。サイズ変化という意味ではわずかにASA-CF(耐熱110℃)に劣る結果でしたが、
- ASA-CFに比べて安価で現時点では入手性も良い
- カラバリがある(ASA-CFは黒のみ)
- 造形面が滑らかで綺麗
- 造形温度が低めで短時間でプリントできる
という点で価値の高いフィラメントだと思いました。
高い寸法精度を維持することが要求される今回のアダプタでは引き続きASA-CFを使おうと思いましたが、このまま入手難が続くようだとHT-PLAに移行するか、他社ブランドのASA-CFも購入して検証かなというところです。

スマホから
