フィラメント乾燥機能付きシングルAMSのAMS HTがBambuLab公式のブラックフライデーセールで25,800円→19,800円だったので導入してみました。

フィラメントの乾燥はより良い品質の造形には欠かせません。特にウチでよく使うASA、ASA-CF、PETG-HFなどは事前乾燥が必須とされています。TPUなども糸引きがかなり軽減することが検証済みです。
PLAやPETG-HF、TPUなどは乾燥時指定温度が65℃なので、Sanlu S2や先日導入したSanluのAMSヒーターでもカバー可能です。
しかし、ASAや、現時点では使用してないものの関心があるPC(ポリカーボネート)などは80℃/8時間指定なので、カバー不可です。そういう場合、保証外ですが、調理用コンベクションオーブンのTSF61Aを使っています。これはこれで温度も時間も充分なスペックを備えています。
■AMS HTを使うメリット
Sanlu AMS HeaterやTSF61Aと比較して、AMS HTを使うメリットにはどんなものがあるでしょう?
1つはAMSと同じRFIDタグ読み取りができるので、Bambu純正フィラメントだと材料に最適な乾燥パラメーターを自動でセットしてくれる点。同様に造形時のフィラメント種類設定も不要になります。
もうひとつは電磁ベント(弁)の自動制御です。AMS Heaterは乾燥中は自分で弁を開けて湿気を放出し、保管時は閉じる必要がありますが、これは案の定忘れまくります。AMS HTは電気的に開閉できる弁を搭載しているので気にする必要がありません。さすがに1つのフィラメントを365日乾燥したままにすることはないですが、短期的に集中して使うフィラメントを数日スタンバイしておくといった時に重宝しそうです。
そして単純にAMSを1スロット拡張できるという点。後述のAMS Hubが別途必要になりますが、標準のAMSの4スロットにプラス1して5スロット機として使うことができるようになります。正直マルチフィラメントとしてはそこまで使う機会はないですが、単純によく使うフィラメントをセットしっぱなしにして、物理操作なしで造形がスタートできるのはちょっと便利。残念ながら-CFなどの素材が非推奨なのはかわりませんが、通常のAMSよりも経路がシンプルなので無理矢理使っても途中でフィラメントが折れたりなどは起きにくそう、なのかな?そもそもブロックされるかどうかも不明なので追々試してみようと思います。
その他、効果が実感できるかはわかりませんが、乾燥時にスプールを回転させてくれて万遍なく乾燥できるというのも売りです。これはS2、AMS Heater、TSF61Aのどれもできていなかった部分です。
■AMS HTのここが気になる
まず誰もが落胆するのが「乾燥しながら造形できない」点。乾燥を止めても一定温度まで下がってからでないと造形に進めないようです。ただAMS Heaterを使ってて、加温で柔らかくなったフィラメントで造形するとトラブル率高まる気がしていて、Bambuも技術的な制約というよりもトラブル防止のためにあえて制約をつけてるっぽい気がしています。ただいちいちインレットから抜かないと乾燥できないとか、冷めるまで使えないといったあたりは普通に使いづらいですね。
あと、X1-CarbonでAMS1/2と併用するにはAMS Hubが必要です。発売当初には認識してたんですが、注文時点ですっかり忘れていて後から慌てて追加購入しました。X1-Carbon Comboの背面についているフィラメントバッファーを取り外して、その4股版であるAMS Hubを取り付ける必要があります。19,800円でも割と思い切って買ったのに、追加で¥7,740 円(通常は9,680円)必要となってギャフンとなりました。お気を付けください。他にAMSがないなら、あるいは同時に使わないなら不要です。都度使い分けるなら、外部スプールを使うのと同じでY字アダプタを使えば大丈夫だと思います。自分としてはせっかくなので4+1スロットで使ってみたかったのでやはり必要かなと判断しました。
気になるというか注意が必要そうなのは、フタにロック機構がある点。S2の感覚でパタンと閉じるだけだと密閉されておらず、ハンドルを引いてパチンとロックするよう注意が必要です。たぶんですがシステム的に検知はしてないのでアラートが出たりはしなさそう。自分で気をつけないといけません。
-CF/-GFフィラメントの対応可否?
上でも触れましたが、仕様表の記載がいまいちわかりづらく、うちでよく使うASA-CFはどうなの?というのがまだよくわかっていません。「対応」の意味として、
- 造形できる(自動送り/戻し対応)
- 造形できる(引き戻しできないバイパスポートのみ)
- 乾燥できる
があります。執筆時点の表記では、
| 造形可 | PLA、PETG、ABS、ASA、PET、PA、PC、PVA(乾燥状態)、BVOH(乾燥状態)、PP、POM、HIPS、 Bambu PLA-CF/PAHT-CF/PETG-CF/Support for PLA/PETG、AMS用TPU |
| 造形可(バイパスポート) | TPE、汎用TPU、Bambu PET-CF/TPU 95A、および炭素繊維・ガラス繊維を含むフィラメント |
| 乾燥 | PLA, PETG, Support for PLA/PETG, ABS, ASA, PET, PA, PC, PVA, BVOH, PP, POM, HIPS, Bambu PLA-CF/ PAHT-CF/ PETG-CF, and TPU for AMS |
となっています。-CF系では「Bambu PLA-CF/PAHT-CF/PETG-CF」は明示的にOKで、それ以外はバイパスポートを使わないとダメぽい。バイパスポートはいわば「ただの穴」で、Sanlu S2と同じ外部スプール扱いで、使い終わったら自分で巻き取る必要があったり、他のAMS側のフィラメントとマルチで使えなかったりという制約があります。ASA-CFはみるからにポキポキ折れそうな固さなのでやはり厳しいんですかね。今後はAMS HTで使えるかどうかも-CFフィラメントを使う時の選択基準になりそうです。
あとBambuと書いてあるので、社外フィラメントはすべてバイパスポートということになりそうですね。この辺り、自己責任で使えるのか、そもそもフィラメントタイプをセットしたらロックされるのかは要検証です。
あと乾燥対応にASA-CF載ってないのはなんでなんだぜ?
2025.11.23追記: ASA-CFはやっぱダメっぽい。
ASA-CFですが、まず乾燥設定にプロファイル自体ありません。まぁ80℃x8時間というのはASAと同じなので、手動でASAを選択してやれば乾燥自体は可能。
次に造形してみようとインレットにフィラメントの先端を挿入してみたんですが秒で折れました。経路内に破片が残って背面のPTFEチューブを抜いて除去してやる必要がありました。やはり非推奨どころか実質使えません。乾燥プロファイルが用意されていないのも、そもそもRFID認識のためにインレットに挿してローディングしようとした瞬間に折れるので、乾燥(のためのフィラメント識別)自体も無理、ということであえて乾燥プロファイルも用意されていないということでしょうか。うーむ、残念。やはりPCに移行してみようかなぁ。
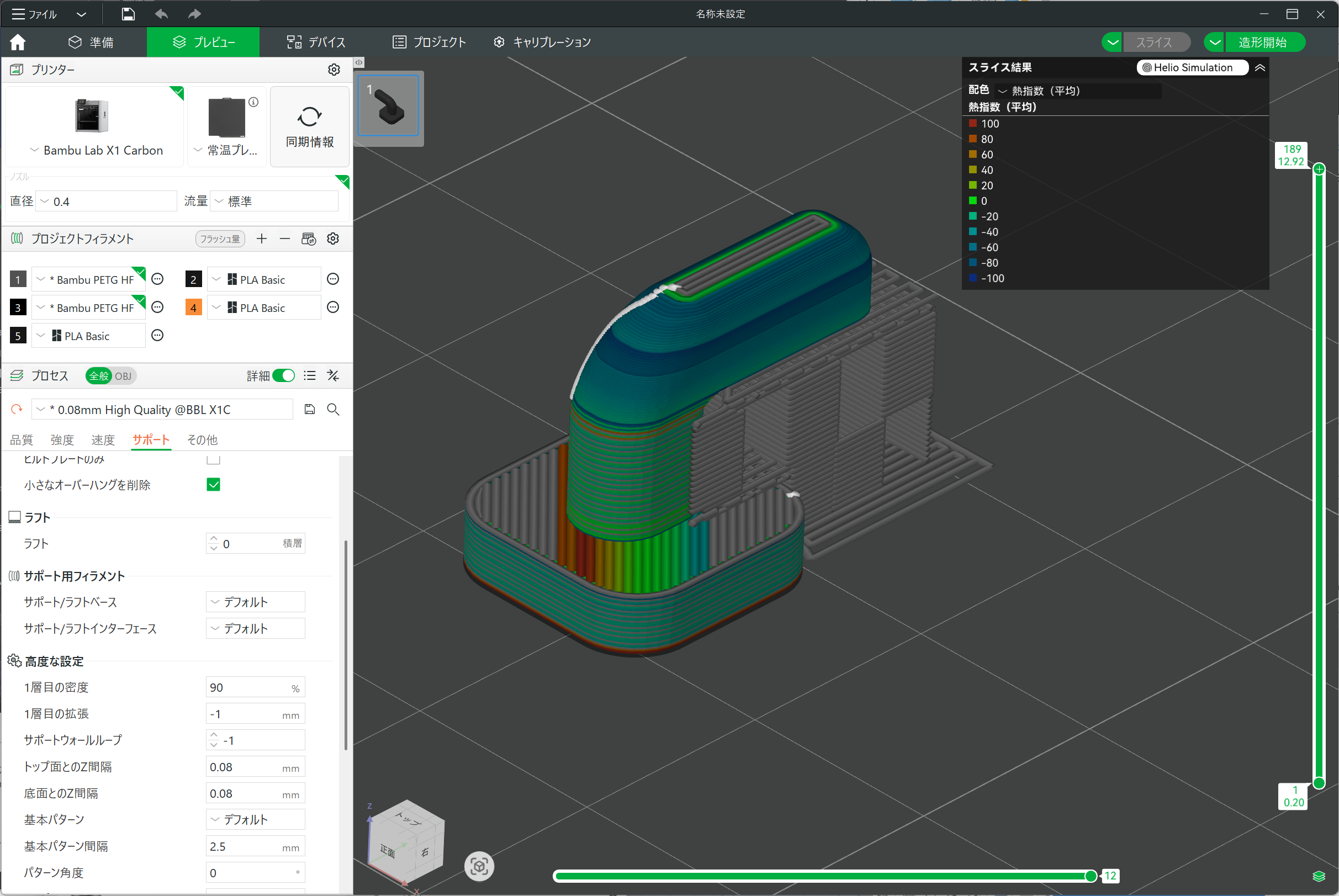
■操作画面例
AMS HTを追加するとフィラメントタブの表示はこんな感じになります(乾燥中)。

「ガイド」ボタンの左にあるツールアイコン的なボタンを押した状態がこちら。乾燥設定と実行ができ、本体前面パネルと同じ情報がここでも確認できます。

X1で良かったと思う瞬間ですね。P1系だと不便そう。
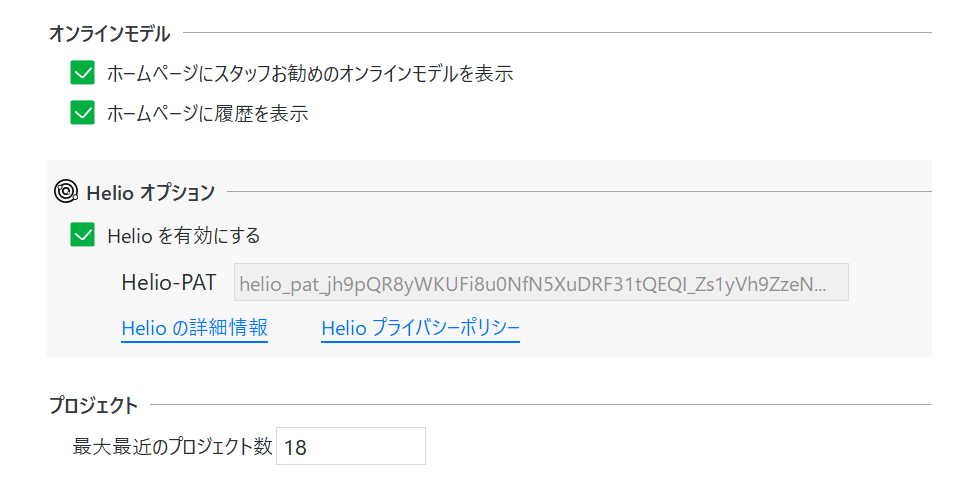
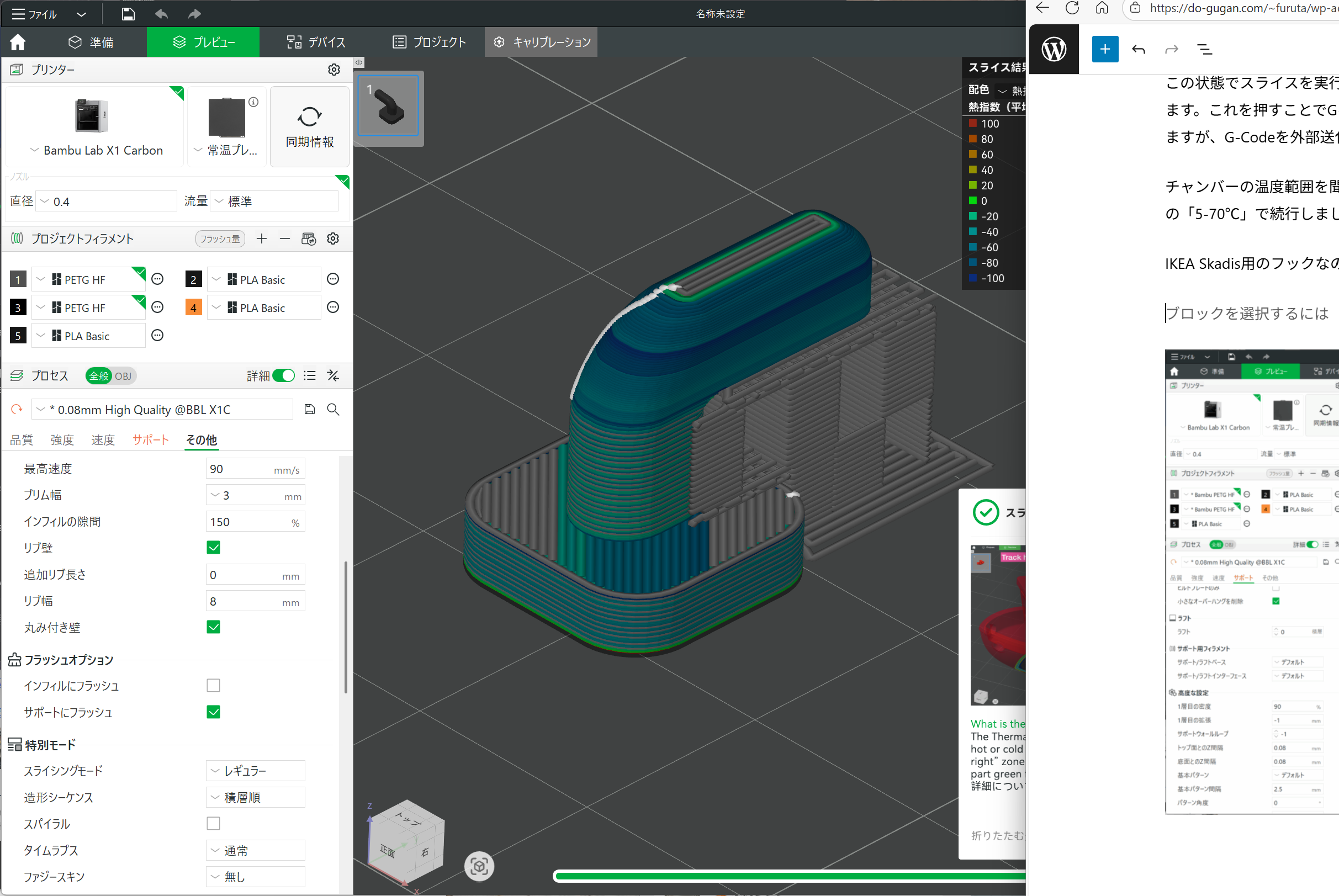
ちなみにBambu Studioでの表示はこう。赤矢印のところがタブになってて切り替えて表示します。

どうも乾燥操作はできないっぽい?同様にスマホアプリのBambu Handyも同様です。うーん、外出先から帰宅したら造形したいから乾燥はじめたろ」とかできないのは残念。単に実装が追いついていないというより、加熱機構なので万一を考えて遠隔操作はさせないということなんでしょうか?
まとめ
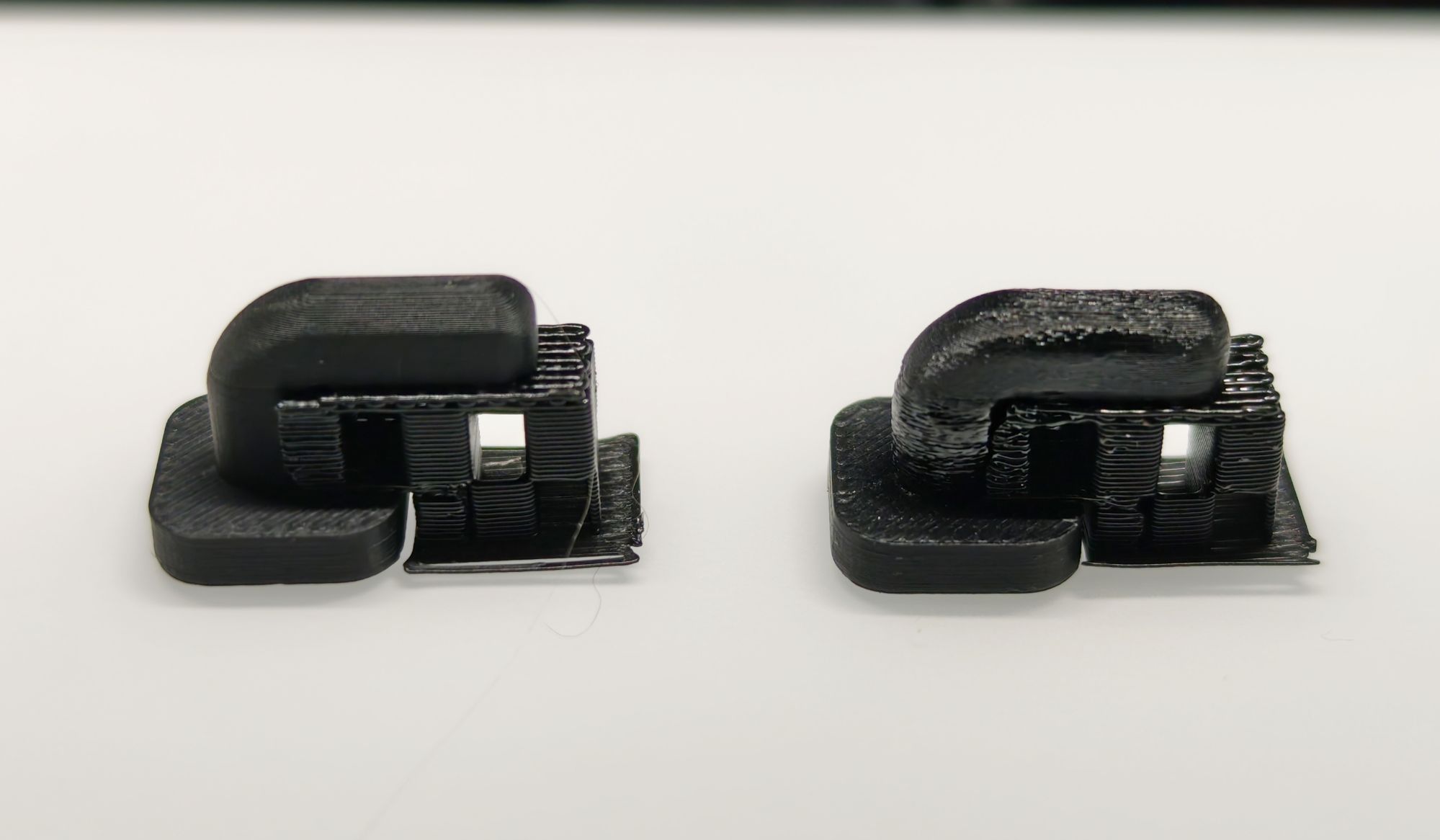
乾燥の質という意味では、TSF61Aでも一応できていた温度なので、自動回転機構の有無で差が出るかどうかなので体感は難しそうです。
ただ指定通りきっちり乾燥させて運用していこうと考えた時の利便性向上アイテムなのかなと思います。TSF61Aはアニール処理やシリカゲル乾燥にも使えるかと思って購入しましたが、アニールは寸法変化が大きく部品中心のウチではあまり機会がないので、今だったらTSF61A買うよりAMS HTにしたかもなという気はします。でも8時間とかかかる処理だし、AMS HTは冷めないと造形に使えないということもあるので、せっかく両方あるなら今後も併用かなという気がしています(ただX1本体も含め1500Wコンセントx1からのタコ足では同時使用は厳しいかも)。
TSF61Aを所持している身として即効性のあるアップグレードではないですが、追々使ってまた気付きがあれば追記していこうと思います。