ランクル300を使用して半月ほど経ったので追加インプレをまとめてみようと思います。ファーストインプレはこちら。
■初満タン法燃費
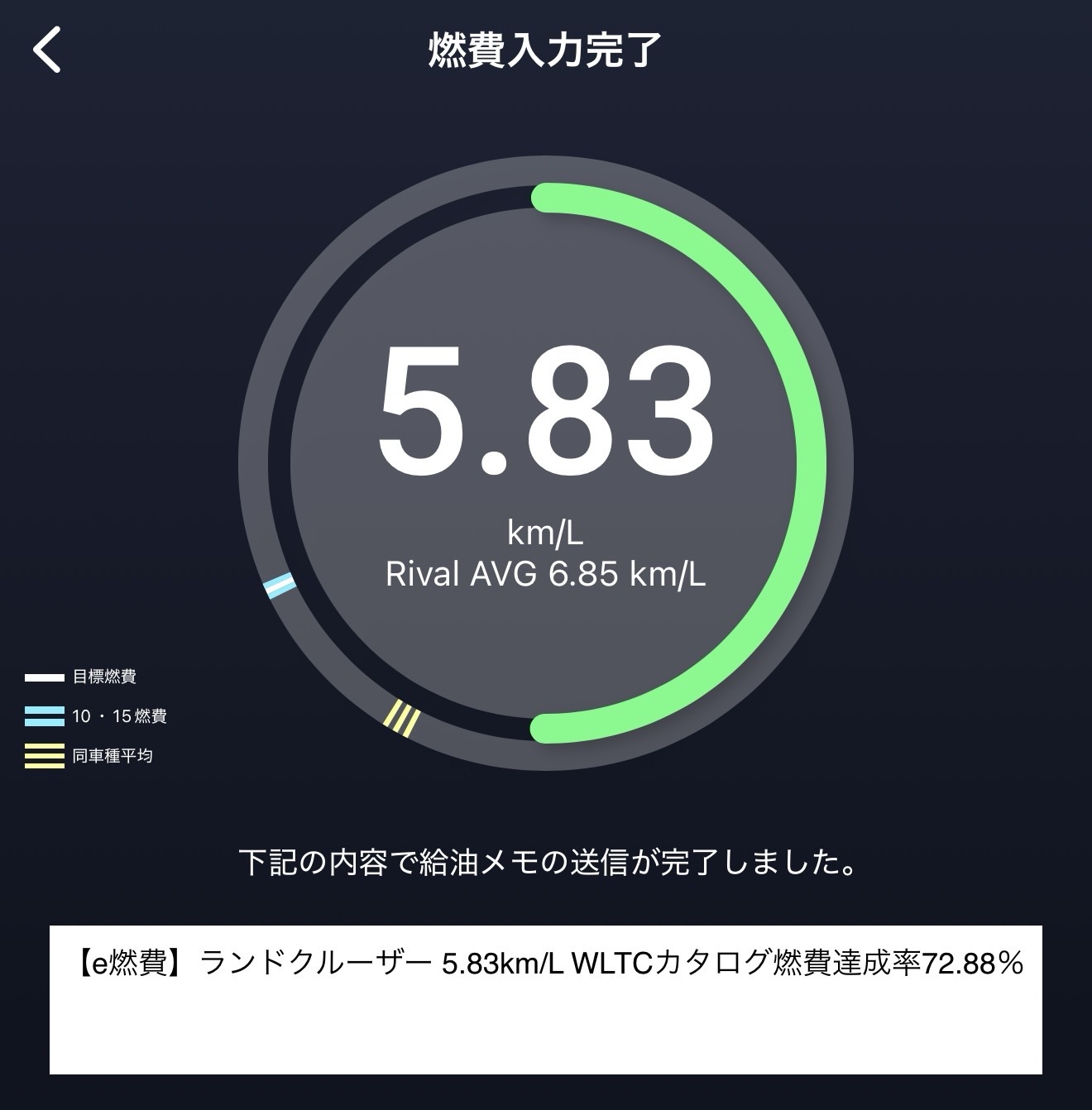
受領直後に満タン給油して、しばらく走行し2回目の給油で満タン法燃費がこちら。
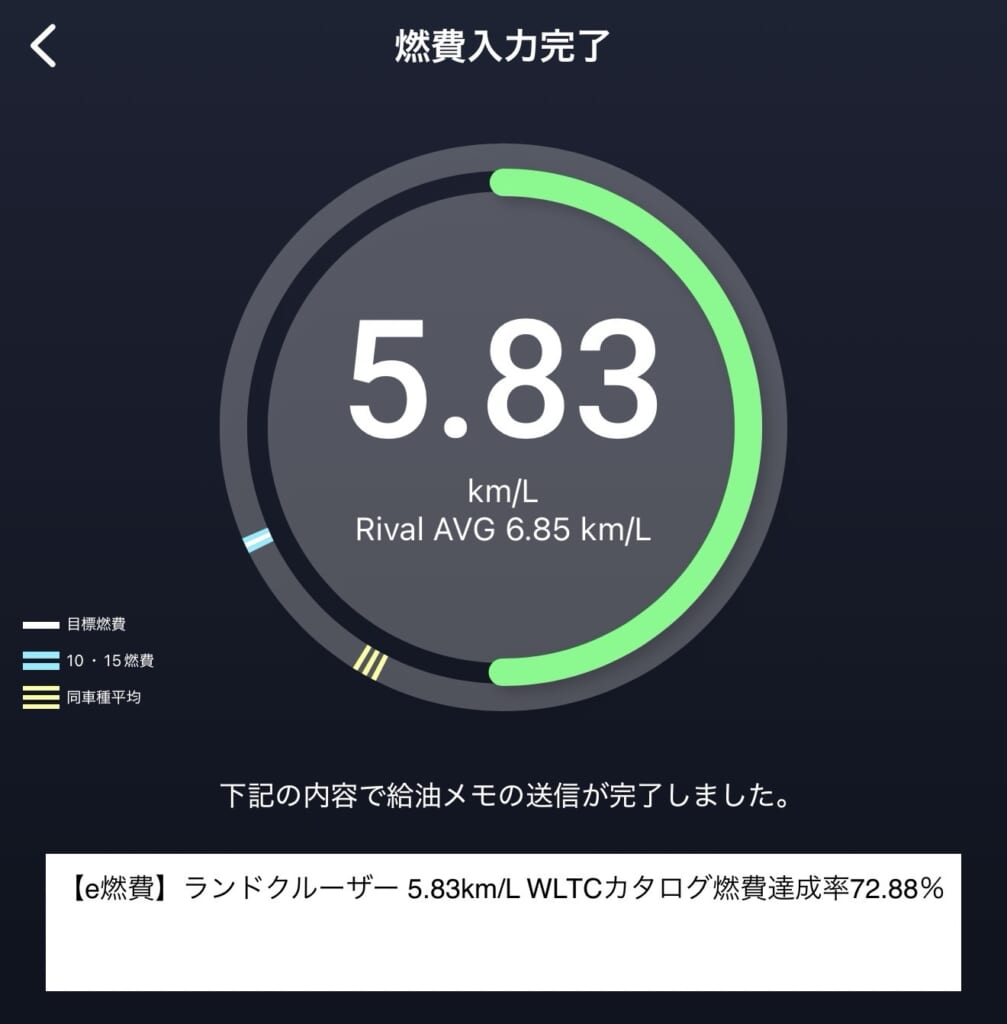
うーむ、まぁこんなもんですかね。「Rival AVG 6.85km/L」というのが全国平均だと思うので、神奈川ではそれよりは落ちるのは仕方なし。ちなみにハイブリッドのクラウンクロスオーバーRS(2.4Lターボ)が8~10km/L程度なので、まぁそれを思うと健闘している方かな?少し落ち着いてきたとはいえハイオクなのでまぁまぁしんどいですね。
■走行フィール
前回も書きましたが、クラウンクロスオーバーRSの低速時振動に悩まされている立場からすると同じようなシチュエーションで深いな振動がこないのは快適のひと言につきます。ただ当然ながらガソリン車なのでアイドリング時は多少の振動があるのは気になるというか慣れない。いっても排気量は大きいので街乗りだと2,000回転を超えることはない感じ。
車幅の広さで、普段の道路が狭く感じるのは確か。ちょっと狭い一車線の対向道路とかで路肩に電柱とかあるとドキドキします。また自走式立体駐車場などでループが狭めなところなんかはPVM(パノラミックビューモニター)がないと恐い。
■オンロード/街乗りでも意外と役立つ装備
段差のある路肩にビタビタに寄せたい時に、通常のPVMからマルチテレインモニターに切り替えると、ドアミラー下部のカメラで車体左右のアップ映像が出るので重宝します。ちょっとポストに投函するのに一瞬だけ路駐とかする時に、やはりなるべく寄せて後続車に迷惑かけないようにしたいのですが、これを活用すれば助手席から歩道に直接降りられるくらいにピタっと寄せられる感じです。

幅がギリギリの駐車枠に止める時なんかも活用しています。
ちなみにドアミラーを畳むとさらに映像も寄る気がしますが、ドアミラー自体を使えなくなるので実用性は微妙。ともあれ、マルチテレインセレクト(悪路走行用ドライブモード)なんて使うことはないと思ってましたが、この表示のためにボタン自体は割と使っています。走行モード自体がセットで切り替わってしまうので、戻し忘れるとたぶん燃費悪化とかにつながるので注意は必要です。
次に良かったのはDAC(ダウンヒルアシストコントロール)です。下り坂でブレーキもアクセルもペダルを踏まなくても一定の速度を保ってくれる機能です。

自走式立体駐車場のループを下る時に安心感があるというか、ステアリングに集中できる感じ。感覚的には12,3km/hくらいにしておくとちょうどいい感じ。結局フットブレーキを踏んでいるのと同じなのであまり長時間使うと加熱してフェード減少の危険はありますが、駐車場で1,2分降りるくらいですし、温度監視もされてるぽいので実害はないかなと思っています。
■不具合というか上手くいってないところ
何点か思い通りの使い方ができずの困っている箇所もあります。一ヶ月点検で聞いてみようと思ってますが、たぶん即答は返ってこないんじゃないかなぁと思っています。
・二人目の指紋登録ができない
ランクル300固有装備である指紋認証の登録操作が難航しています。まず仕様として一人というか1セットで2本の指紋が登録できます。複数セットの登録をした後、ドライバー識別時にどの指紋セットを使うか選択するという二段構造になっています(ドライバー識別をせずに始動制限だけなら1段階目のみでもいいはず)。
で、まず自分の指を2本登録しました。これも後からセットに追加はできず、まとめて2本登録する必要があり、1本しか登録しなかった場合は一旦削除しないとダメとか地味にめんどくさい仕様だったりします。正直本数ももう少し登録したい。また初日は指紋情報の利用規約同意画面で「同意」を押しても反応せず先に進めないというトラブルもありました。これは後日やりなおしたら何故か解消しました。
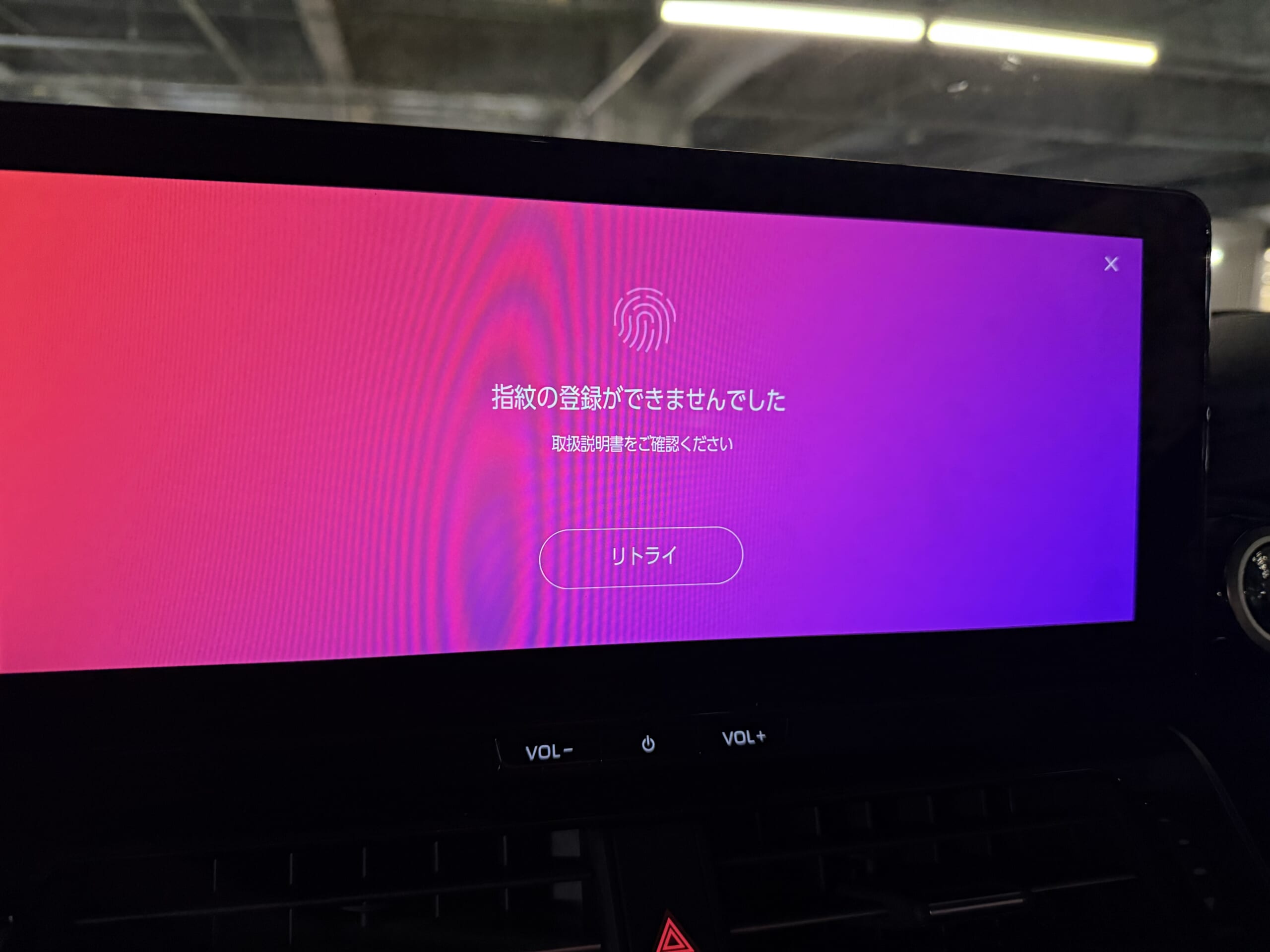
で、更にそこからパートナーの指紋を2セット目に登録しようとするのですが、いざ指を押しつける段になると何度やっても「指紋の登録ができませんでした 取扱説明書をご確認ください リトライ」のエラー画面になって進めません。
メッセージに情報がなさすぎ。具体的なエラーの原因、せめてエラー番号、マニュアルの見るべきページ番号やセクションなどの情報が皆無です。最近のトヨタ車はオンラインマニュアルですがリンクとかQRコードもなく、自分で探さなければならないのですが、実際に車両マニュアルをみても指紋周りの情報はほとんどありません。マルチメディア(ナビ)説明書は別になってるんですが、それもトヨタのページから辿っても出てこない。Googleで検索するとそれっぽいのが出てくるのですが、「ランドクルーザー」としか書いてないので、本当に300?改良前後?となり自分が正しいマニュアルを参照しているのかも確証がないまま情報を探す苦痛。結局、このエラーについてはなにも手助けになる情報は見付かっていません。
20260228追記:
担当氏が解決してくれました。自分のケアレスミス、画面をしっかり読んでなかったのが原因でした。上記エラーが出る直前の画面がこちら。
一人目の登録手順は、
- 指紋情報利用の同意画面で「同意する」
- 記憶させたい指をタッチ(青い画面)
だったのが、二人目の追加登録だと
- 指紋情報利用の同意画面で「同意する」
- 一人目の指紋で追加/編集を承認する(上記青い画面)
- 記憶させたい指をタッチ(青い画面)
と、二番目がさりげなく追加されていたのです。イラストが多分同じなので、テキストをよく読まずにいきなり追加登録したい人の指を当てていたというオチです。
それにしたってもう少し具体的なエラーメッセージの出しようががあるんじゃないですかね、、
実は指紋ロック中じゃダメかもとまでは思って、ドライバーセッティングから指紋識別をオフにするとこまでは試してたんですが、登録自体を削除したら意味がないのでやってなかったんですよね。なるほど、一人目の指紋は残したまま、それで認証をする、という発想はなかった、、
・リアシートリマインダーが無効化できない
トヨタ車あるあるの「降車して鍵をかけるとピッピッピと鳴って怒られる」奴。これはリアシートリマインダーといって、乗車時にリアドアの開け閉めがあると「後ろに荷物や子どもを乗せた」と車両が認識し、降りた時に下ろし忘れてないか?と警告を出す親切機能です。
鬱陶しいのでオフにしたいという質問がクラウン界隈でも定期的に出ます。で、ランクルでも速攻でオフにするべきメーター画面から写真のようにオフにするんですが、未だに時々鳴ってしまいます。

他のエラーが出ているのかと窓からメーターを覗き込むのですが、「後席に~」のメッセージが出ているのでリアシートリマインダーなんじゃないかなと。もしかしたらオフにしてもメーターには必ず表示が出る、かつ音はなにか別のエラー、なのかも知れませんが、いつも音がして慌ててメーターをみた時には後席云々のメッセージしか出ていません。
20260228追記:
こちらも多分解決しました。担当氏の仮説ですが、「複数のドライバー登録がある場合、それぞれで車両設定もあるので、両方でオフしないとダメなんじゃないか?」と。なるほど確かに調べてみると二人目の設定ではリアシートリマインダーがオンのままでした。運転自体は常に一人目である私がやってたし、セッテイングとしても私の方が読み込まれていたっぽくはありましたが、二人目(パートナー)が自分の鍵で先にドアをあけて助手席に乗り込んだ時とか、そちらのスマホが先に検知されたとかのタイミングで二人目の設定が有効になったりしたのかも知れません。まだ2,3日しか経ってないですが今のところリマインダーが誤発報しなくなった気がします。
いまんとこ不具合らしい不具合はこの2つくらいかなと思います。点検などで担当氏に聞いてみて進展あればまた補足します。
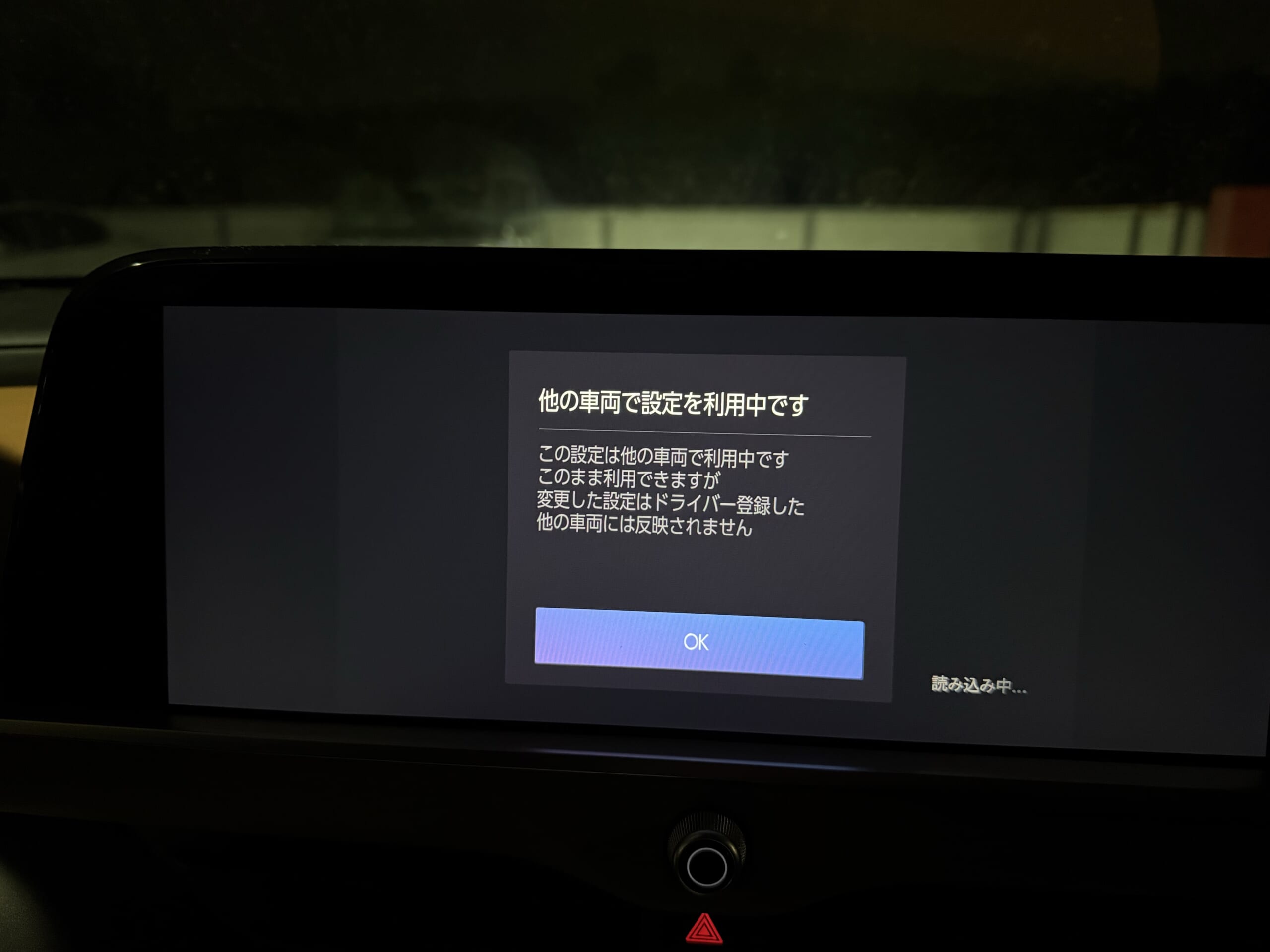
あと書き忘れてしましたが、追加で謎の挙動がもう一点。クラウンの方を始動した時にこんなメッセージが出るようになりました。
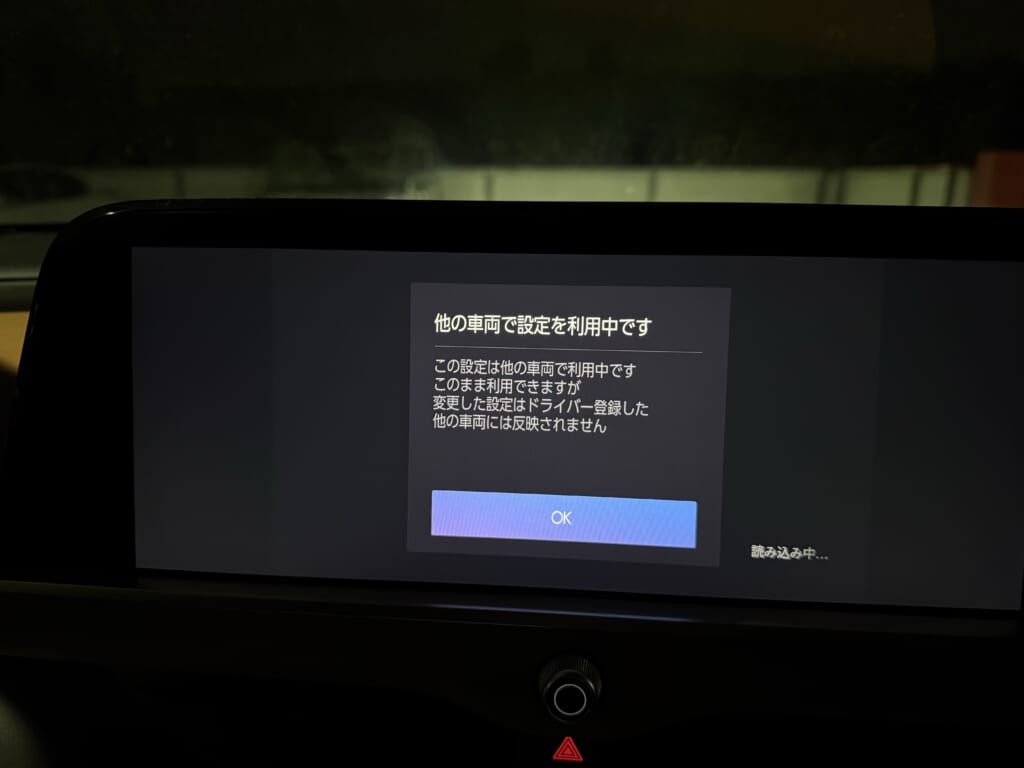
T-Connect車両が複数台になったことでなにかしらバッテイング(競合)しているっぽい内容ですが、
- なにが原因なのか
- どんな不利益があるのか
- このエラー自体毎回出るのを抑止できないか
というところを担当氏に相談していました。調べてもらった結果として、「複数の車両を同時に使用すると出るエラーというか警告」で、仕様としてT-Connectサーバーには同時に一台の設定しかリンクできず、例えば先にランクルに乗っている状態でサーバーとセッションが張られている状態で追加でクラウンに乗ろうとするとこれが出ると。その間にクラウンで設定変更しても、サーバー設定はランクルがロックしているからクラウンの設定は保存されないよ、というわけです。で、実際には車両のシステムを落として(エンジンを切って)数分するとセッションは切れるらしいんですが、私の場合、自宅外に借りている駐車場で車両を入れ替えるということを頻繁にしていたので、乗っていった車をアイドリングにしたまま、もう一台を始動して駐車枠から出す、ということをする時に同時始動となりセッション競合が起きていた、というわけです。
ランクルを待っているあいだに担当が若い人に交代になり、ちょっと頼りない気もしてましたが、今回しっかり調べて解決してくれたので信頼度が上がりました。
それにしてもトヨタのマニュアルとかエラーメッセージはもう少し改善してほしいものです。画面に出せる文字数に限りがあるし、長文じゃほとんどの人が読まないということは職業柄重々承知していますが、せめてQRコードなりで詳細ページにリンクするとかしてほしいです(BambuLab方式)。