拙作のSesameサイクル2を取り付けるアダプタをPanasonicハリヤ以外のVブレーキ搭載自転車に使いたいというお声をいただきまして、またまた調整してみました。
前回までのあらすじ
今回Ver.4を機に、あらためてVブレーキ汎用モデルとして準備していきたいと思います。
2025.5.11追記:
以下の改良を加えてVer.5になりました。
U字のフレーム内部にリブ構造(支柱と空洞)をつけて構造的に強化を図った
6角ナットの穴サイズを最適化
底面の僅かな傾斜を削除
■あらためて仕組みを解説
過去記事であんまり設計意図を解説してなかったと思うので改めて。
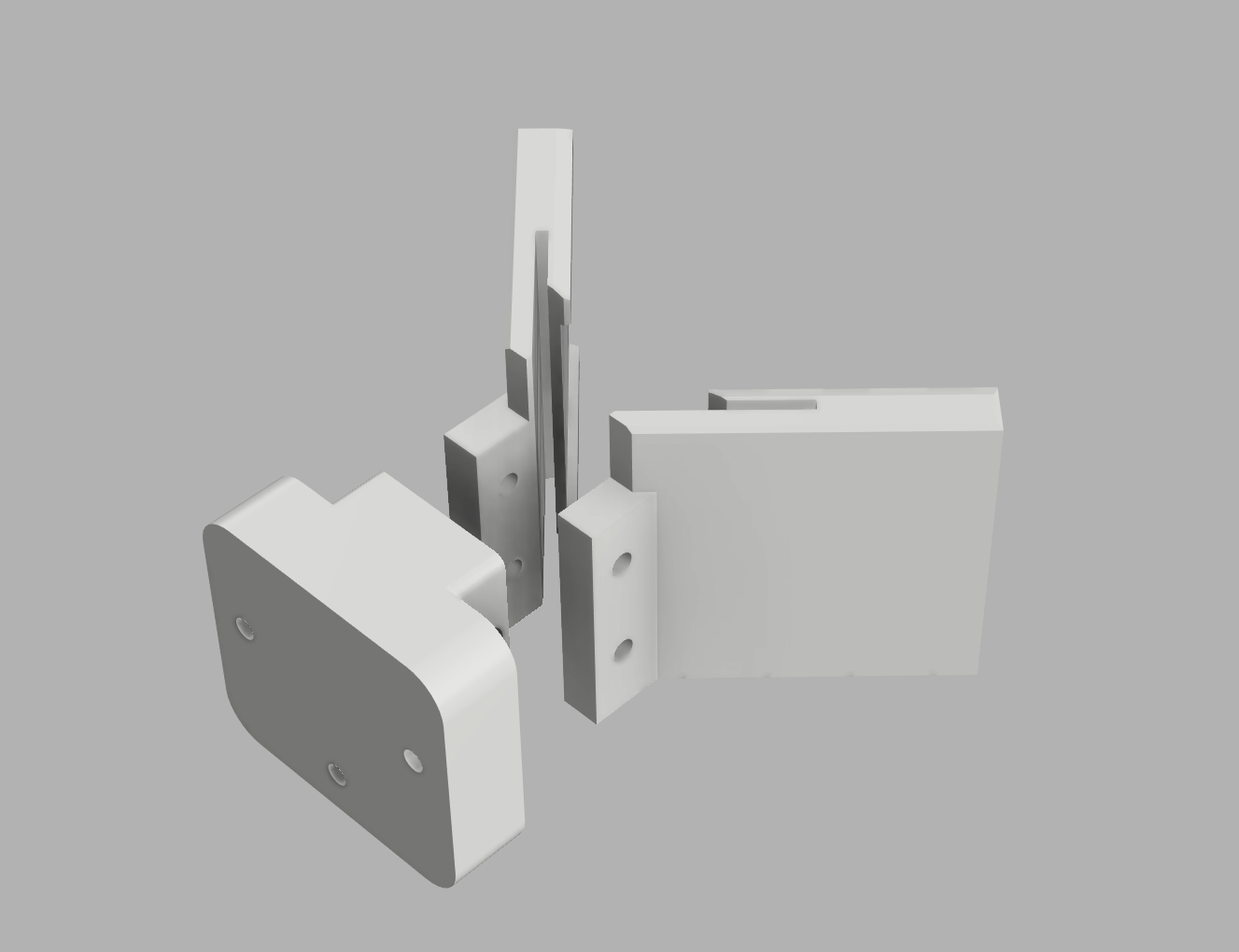
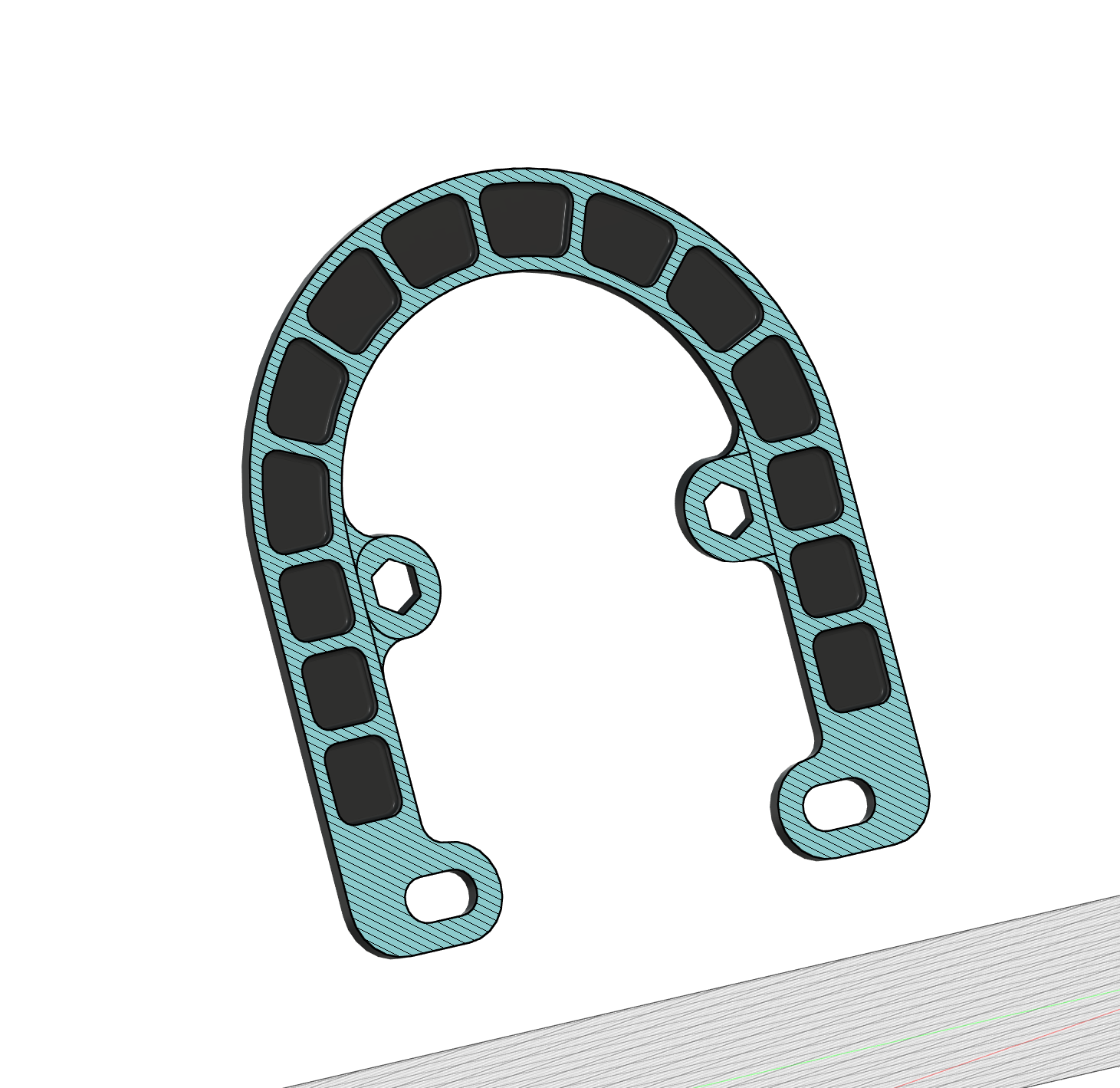
まず外観はこんな形をしています。
下側が車体にVブレーキと一緒に共締め固定するための穴です。多少の幅の違いは調整ができるよう横長になっています。
中段の出っ張ったブロックがSesameサイクル2が載っかるところで、Sesameサイクル2と共締めするためにボルト穴があります。
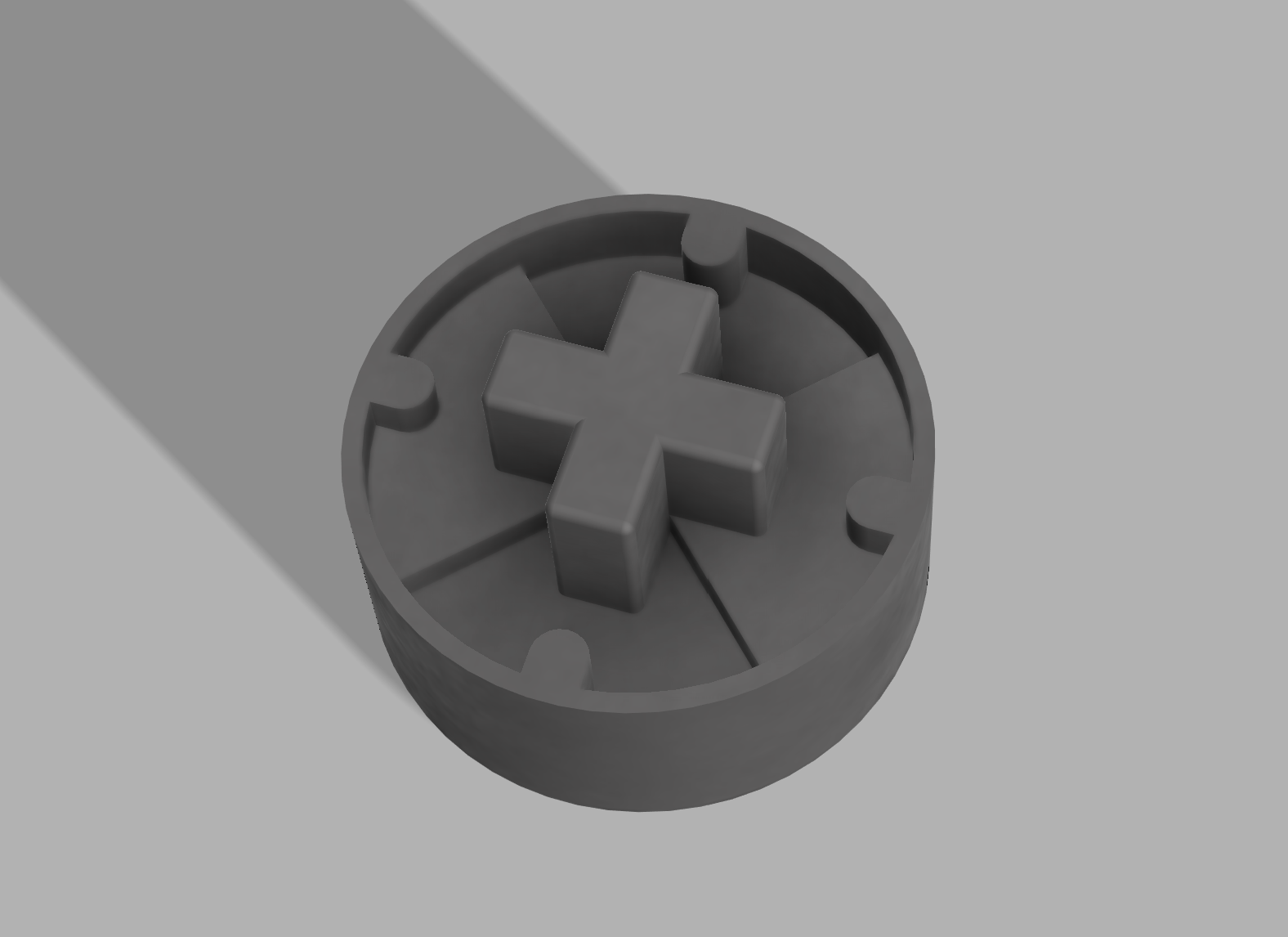
裏返すと、こんな感じで六角ナットを挿入できるようになっています。
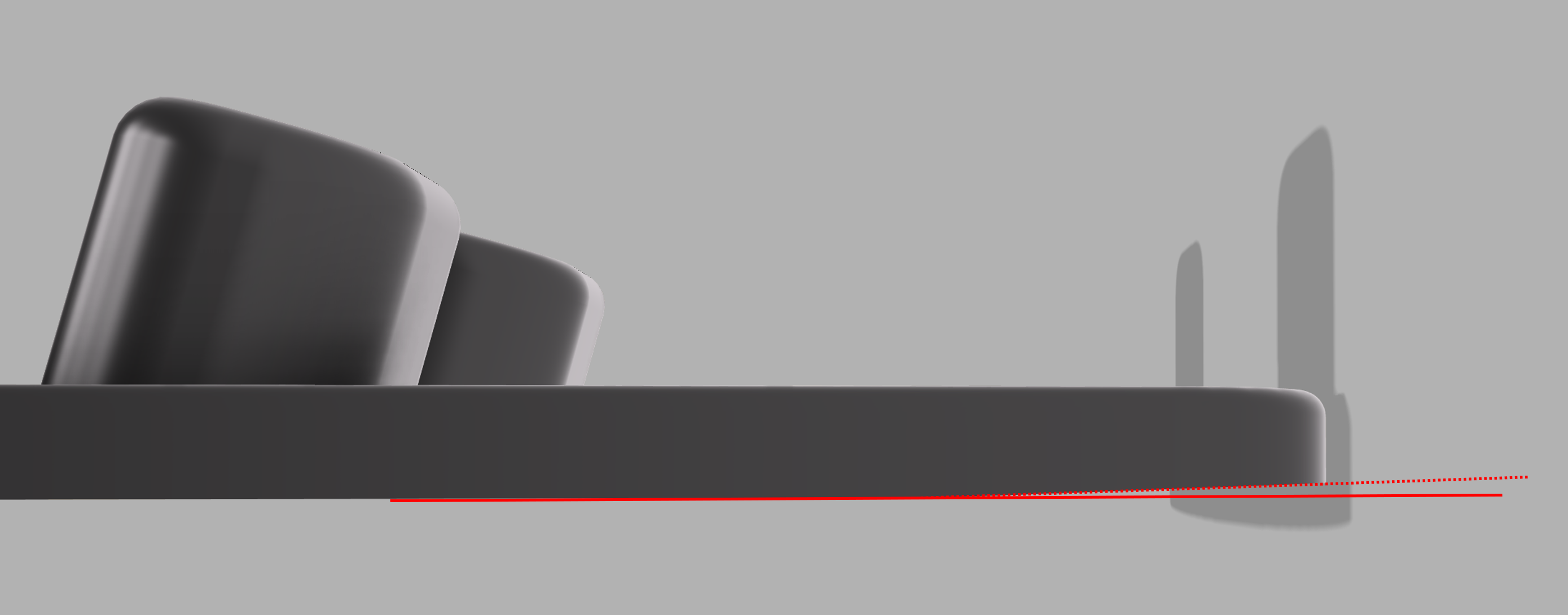
下側のVブレーキとともに固定するところは裏側にほんの僅かに傾斜がついています。 ほとんど意味がなさそうで、造形面が荒れるだけなのでVer.5からこの傾斜は無くしました。
これによってVブレーキと完全に並行ではなく少し上側が浮いた感じでつく形になります。
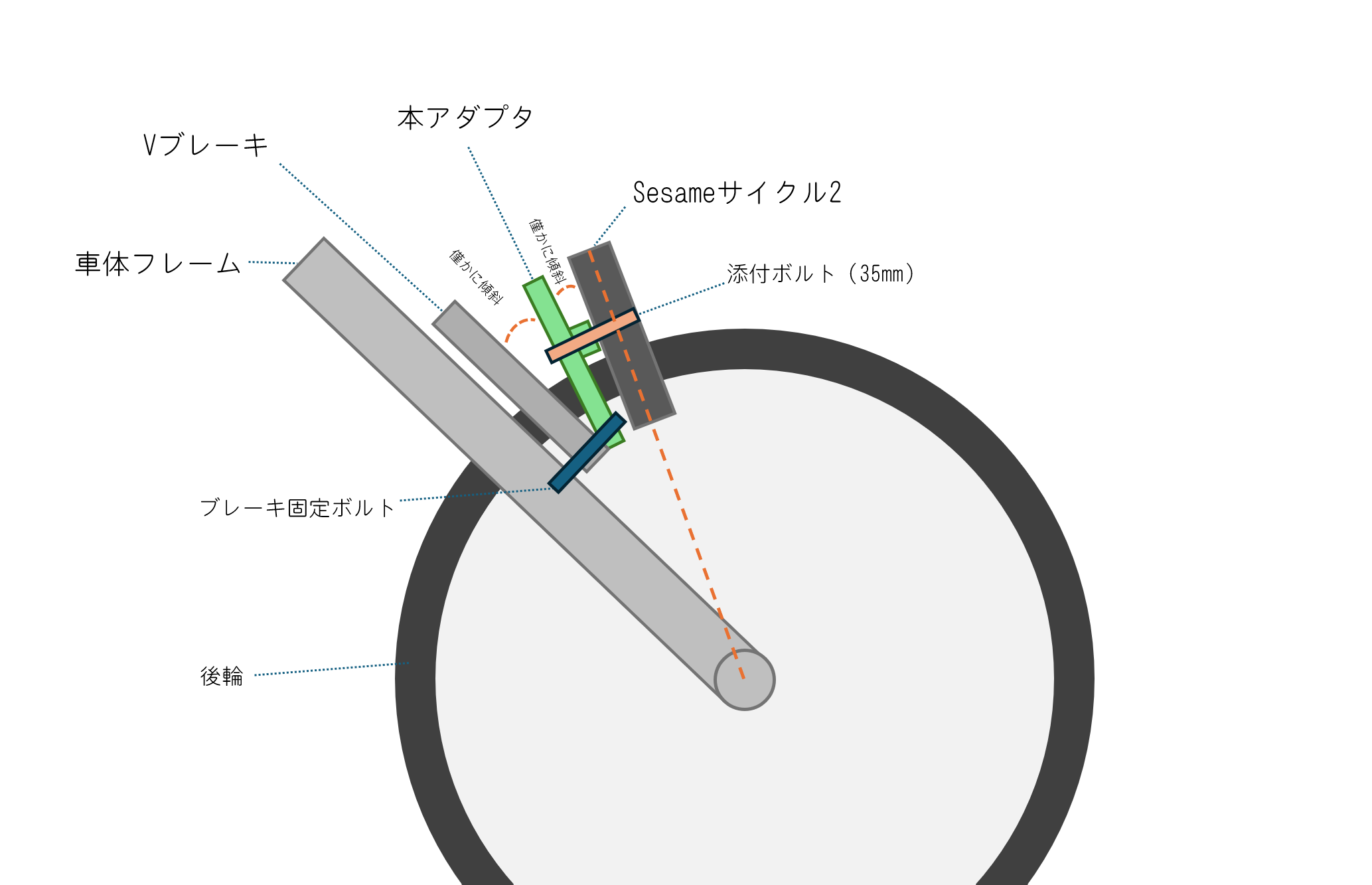
イラストで説明するとこんな感じ。
なんとなくSesameサイクル2も車軸に向かって真っ直ぐにしたいなと思ってアダプタで角度をつけるようにしています(タイヤに干渉さえしなければ必須ではないと思いますが、見た目的なこだわりで)。
■汎用化に向けての課題
正直世の中のVブレーキ取付位置がどういう基準で設計されていて、車種によってどういうバラ付きがあるのかは把握できていません。ただ様々な車種に対応させるにあたって大きく2つの調整要素があるかなと思っています。
1. Sesameサイクル2受けブロックの位置、角度
まずはSesameサイクル2がつく高さです。いままで自分のPanasonicハリヤ2016年モデルにあわせて作った位置を基準に、ハリヤ2017年モデルの方は2cm、GIANT ESCAPE MINIの方は1cm下げてほしい という要望がありました。GIANT ESCAPE MINIでは結局オリジナル位置で良かったそうです。
どうも車種によってここの位置はまちまちになりそうです。こちらの記事 によると、Vブレーキのアームは107mm前後のものと90mm程度のコンパクトVブレーキというのがあるそうで、2cm弱の差があるのも納得という感じです(もう少しデータが集まればこの2パターンに集約できる?)。
そのため現状では一旦写真のような目盛り付きバラモデルをお送りして、マッチングをとってもらうというステップを基本にしています。
Sesameサイクル2をつける土台を別パーツ化し、目盛りを入れた位置確認モデル ハリヤ2016年モデルを基準位置(±0)としてオフセット値を測る これまでのところこの位置調整で無事取り付けできているようですが、もしかすると今後、背面やブロック上面の角度を更に調整する必要が出てくる可能性はあるかもと思っています。
2.造形素材
屋外で使うものなので、夏の日差しで劣化したり変形したりといったリスクが高いです。3Dプリントで最も一般的でコストも安いPLAという材料は60℃くらいで反ったりする可能性があります(特に板状のもの、荷重がかかっている状態)。本モデルは割と当てはまると思います。また色が黒だと太陽熱を吸収しやすいので更に温度が上がりやすいです。
次にメジャーなのがPETGです。PLAよりは衝撃に強いです(単純に固いのはPLAですが、PETGの方が衝撃を吸収できる靱性が高い)。こちらは70℃くらいまで大丈夫な可能性があります。白系の色ならもしかすると耐えられるかも知れません(未検証)。社外品で色々安いのもありますが、ウチでは今のところ有償頒布するものにはBambuのPETG-HF を使うことにしていて、だいたい白黒グレー他大抵は在庫があります。
それより耐熱性が高い素材だとABSやASAというのがあります。ABSは有名で材料単価も割と安いんですが、造形に刺激臭が出るので、当方では今のところ避けています。ASAはちょっとお高いですが100℃くらいまで平気だと言われています。ウチに現時点では黒のみ在庫がありますが、今後継続的に確保するかは微妙です。ウチでは造形面が荒れやすく、見た目としてはPETGの方が綺麗に出来るので使いどころが悩ましいんですよね…
さらに少し前に炭素繊維を練り込んで強化したASA-CF というのも登場していて、こちらの方が造形面が綺麗になるということもあり、次に買うならこれかなぁとも思っています。→買いました
コスト比較でいうと、Bambu Storeで1kgスプールが
PETG-HF: ¥3,400(補充なら¥2,800)
ASA: ¥5,080
ASA-CF: ¥7,180
といった感じ。PLAやPETG-HFだとスプール(巻き芯)が含まれない補充用パッケージもあって安いんですが、ASA系はそれもないので実質倍くらいのコストになります。1つのアダプタを作るのに1kgもいらないんですが、フィラメントは湿気を吸って劣化が進むので、あまり使わない材料やカラーを在庫するのはリスクだったりもします。あとASA系はあまりセール対象になってるのを見ない…
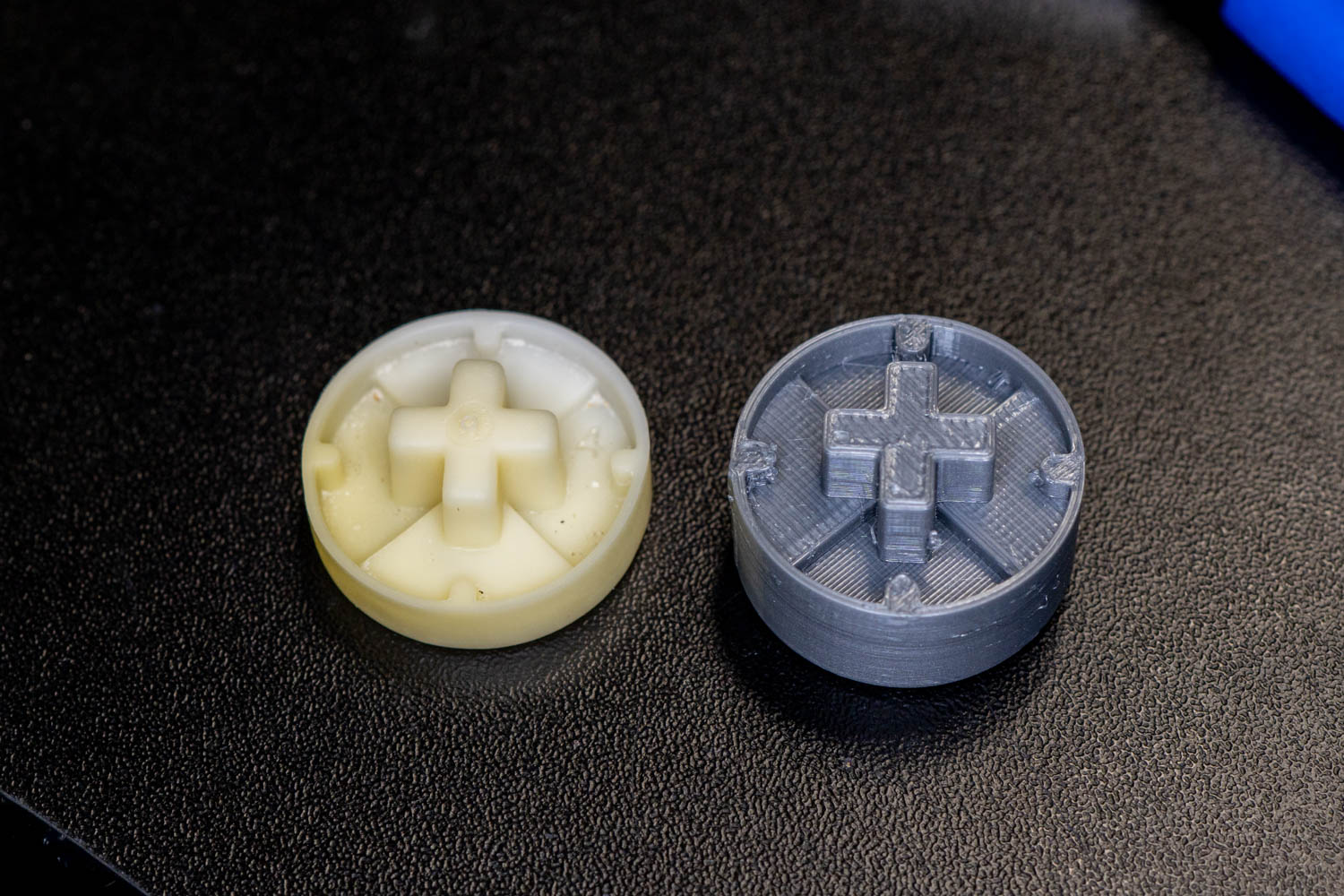
ASA-CFで納品した先で破損があったので、内部に支柱(リブ)を入れて構造的な強化を図ってみました。3Dプリントは通常内部は材料と時間の節約のために完全なベタ埋めではなくインフィルという編み目状の充填物で埋めることが多いです。設定で100%にすることもできるのですが、構造的には空洞の方が強い(円柱より丸パイプが強いのと同じ)ので、支柱と空洞の組み合わせにしてみた次第です。黒い部分も完全な空洞ではなくインフィルが20%くらいの密度で入ってはいますが。また応力が集中しづらいようにフィレット(角丸)を極力追加しています。
結果としてちょっと本気で折ろうとしても折れないくらいにはなったと思います。特にSesameサイクルを取り付けるブロックの近辺は素手では無理な気がしています(両端をもってヒネるようにすればU字の真ん中は折れるかも知れません)。
そんなこんなで、こちらのSesameサイクル2アダプタについては他の頒布品より少しお高い価格を設定させていただいています。白系でよければPETG-HFで製作して3,500円+送料+消費税。黒をご希望ならその時の在庫も加味してPETG/ASA系かでご相談とさせてください。ボルト、ナットなどの付属品も含んだ価格です。また紫外線ダメージを避けるためにUVカットスプレーを吹きかけたり、必要に応じてサンドペーパーで磨いたりもするので、フィラメント原価だけで済んではいないことをご承知おきいただければと思います。
こちらでも何パターンか造形して夏を超えられるか検証してみようと思っていますが、全てを実際に自転車に取り付けてSesameサイクル2の重さをかけた状態で横並び検証はできないので、やはり実際のところは保証が難しいです。実地データも欲しいので、「1年以外に変形や破損があったら無償でもう1点、または差額で材料アップグレード」みたいな形でどうかなとも思ったり。
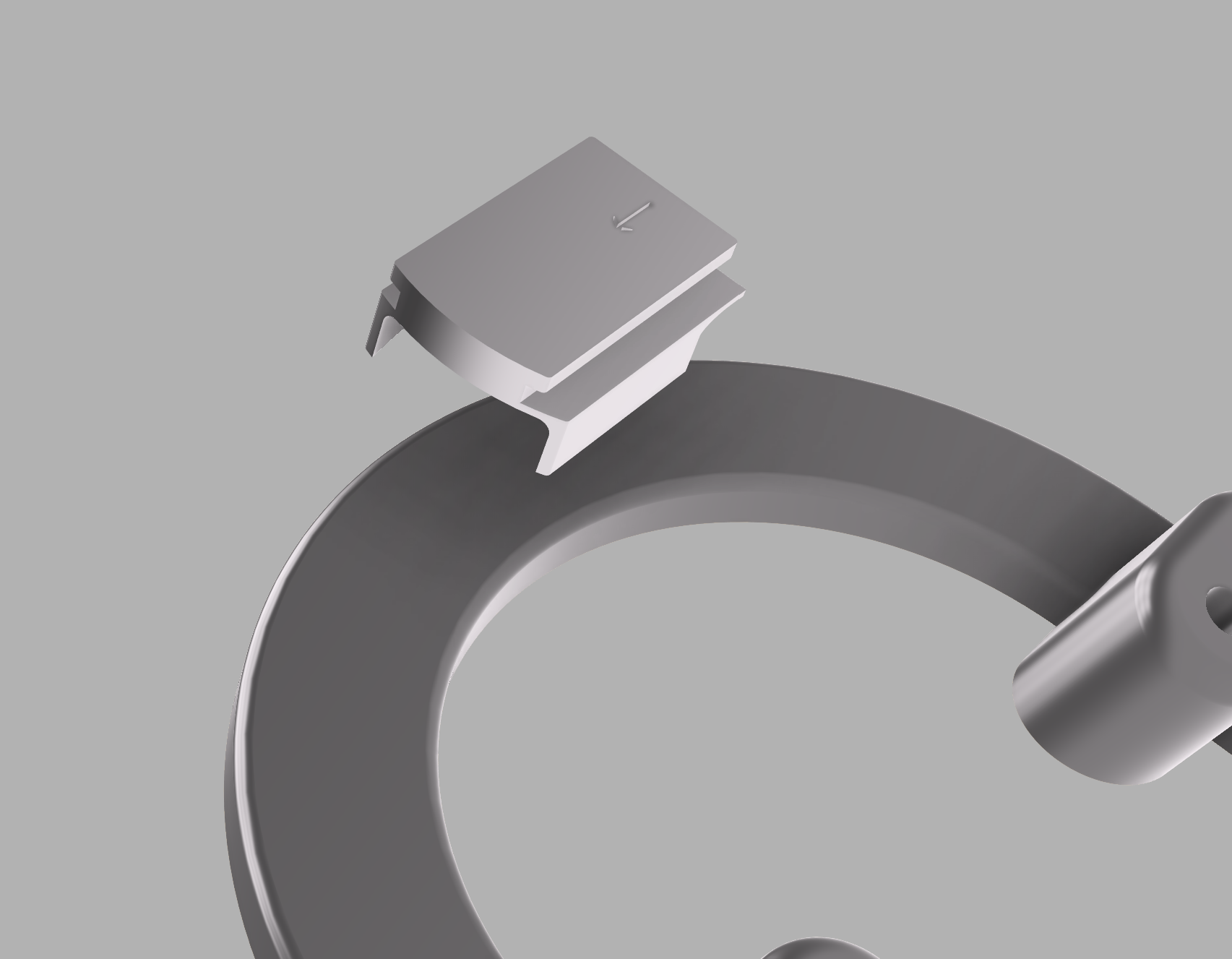
3.Touchホルダーの後付け化
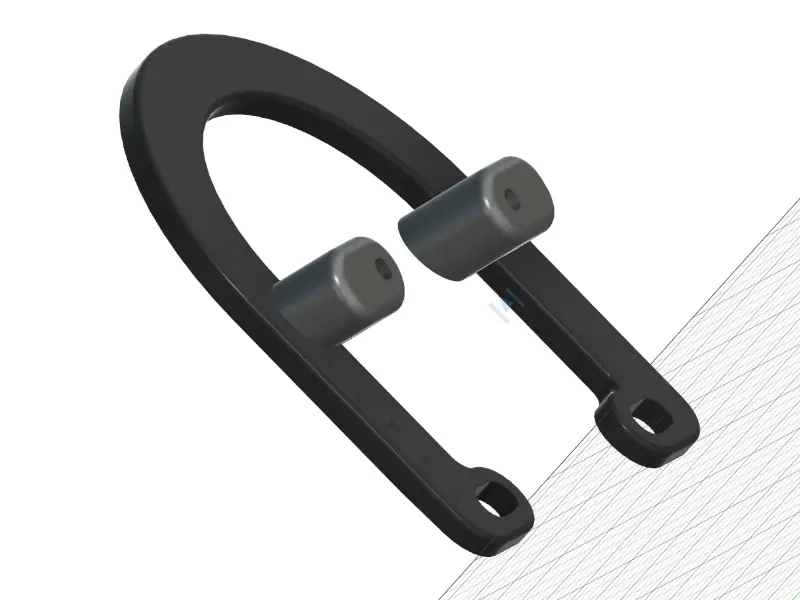
従来、指紋センサーのSesameタッチをとりつけるホルダー部分は造型時に有無を選択いただいていました。今回それを別パーツにして後付けできるようにしてみました。
これは、後日Sesameタッチをつけたい!と思った場合にまるごと作り直さなくても、後からホルダー部分だけ追加できるという点以外にもメリットがあります。
3Dプリンターはご存じの通り、樹脂の層を重ねて縄文式土器のように作ります。この層の境目のところが剥がれやすく、本アダプタを水平に寝かせて造形した場合、Sesameタッチを上に引っ張る方向の力に対してとても弱くなってしまう課題がありました。別パーツにすることでホルダー部分だけ垂直に立てて造型し強度を増すことができるようになります。またSesameタッチのサイクルホルダーをスライド挿入した時にロックする爪についても別体で作る必要なくしっかりとした強度を出せるようになります。
アダプター本体とタッチホルダーは強力な両面テープや瞬間接着剤で充分付くかなと思っていますが、タッチが落ちて紛失ということになるとマズいのでもしかすると将来的にボルト締めなど別の方法も採り入れるかも知れません。
ちなみに、通常はSesameタッチはハンドルバーにつけることが多かろうと思います。公式にも自転車用タッチホルダー なるものがあります。ただ私が乗っているハリヤ2016年モデルはハンドルバーにテーパー(傾斜角度)がついて円錐状になっていて、このホルダーのベルトで固定できなかったという経緯があって、このアダプタ上にSesameタッチもつけちゃえ、となっています。ケガの功名、これはこれで解錠と施錠が同じ後輪ブレーキ周辺でできるので、直観的ではあるかなと自負しています。「たしかにこっちにある方が使いやすそう!」と共感いただける方、そもそもハンドルバーに取り付けできなかった方はご相談いただければと思います。なおアダプター上にとりつける場合でも純正の自転車用タッチホルダーは必要になりますのでご了承ください。
4. ボルト&ナットについて
基本的に最適なものを添付していますが、以下個人的メモです。
M5のボルトで長さは3.5mmのこちらを使用。本体を黒で造形することが多いので黒のものを使用。サビに強いと書かれていますが、割とすぐ茶色くなる印象。可能なら施工後にさび止めスプレーをしておくと良いかも。
次にナットですが、自転車なので振動が加わって締め付けが緩まないかという懸念があります。当初、こちらのナイロン部品による緩み止めのついたナットを購入してみたのですが、あまりにキツくて手締めでは最後まで締められませんでした。仮に工具でガチガチに締められたとしても、メンテなどで取り外すことができなくなるのはやはり問題です。
ということで通常の金属オンリーのM5ナットに緩み止め剤を塗布することを検討しました。こちらのロックタイトの低強度タイプが
M6以下の太さのネジ用
工具を使えば外せる程度の固着度合い
で条件に合うと思って購入。
ただし説明書だと塗ってすぐ締めるような書き方がされており、よく塗布済みの青いアレみたいな使い方(塗って送る)で大丈夫なのか確証がもてず使用は保留しています。購入者の方にご自身で手配いただいて塗るのは推奨しています。
実際に緩んで滑落したという経験はないですが、ウチはあまり自転車に乗る頻度が高くないので、毎日のように乗られる方には気にしていただいた方がいいかなと思っています。
■まとめ
まだまだ発注をいただくたびに色々調整、改良を加えている本品ですが、なんとかVブレーキ車にもSesameサイクル2をつけたい!という方、多少の試行錯誤につきあっても良い という方はご相談いただければと思います。